
Page 55 - JBO-Katalog-2022
P. 55
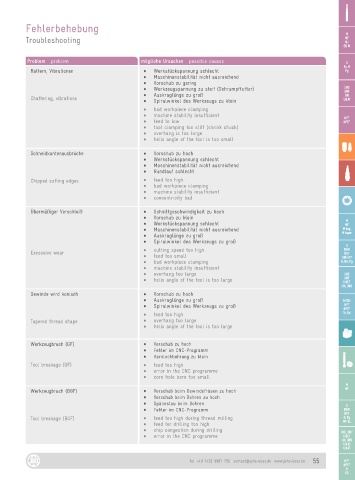
Fehlerbehebung
M
Troubleshooting MF
MJ
EG M
Problem problem mögliche Ursachen possible causes G
Rc, R
Rattern, Vibrationen N Werkstückspannung schlecht Pg
N Maschinenstabilität nicht ausreichend
N Vorschub zu gering
N Werkzeugspannung zu steif (Schrumpffutter) UNC
UNF
UN
Chattering, vibrations N Auskraglänge zu groß UNJF
N Spiralwinkel des Werkzeugs zu klein
N bad workpiece clamping
N machine stability insufficient NPT
N feed to low NPTF
N tool clamping too stiff (shrink chuck)
N overhang is too large
N helix angle of the tool is too small
Schneidkanten ausbrüche N Vorschub zu hoch
N Werkstückspannung schlecht
N Maschinenstabilität nicht ausreichend
N Rundlauf schlecht
Chipped cutting edges N feed too high
N bad workpiece clamping
N machine stability insufficient
N concentricity bad
Übermäßiger Verschleiß N Schnittgeschwindigkeit zu hoch
N Vorschub zu klein M
N Werkstückspannung schlecht MF
M keg.
N Maschinenstabilität nicht ausreichend M taper
N Auskraglänge zu groß
N Spiralwinkel des Werkzeugs zu groß
G
Excessive wear N cutting speed too high BSW
BSF
N feed too small DIN 477
N bad workpiece clamping R, BA, Pg
N machine stability insufficient
N overhang too large UNC
UNF
N helix angle of the tool is too large UNEF
UN, UNS
Gewinde wird konisch N Vorschub zu hoch
N Auskraglänge zu groß NPSM
NPT
N Spiralwinkel des Werkzeugs zu groß NPTF
N feed too high Tr, Rd
Tapered thread shape N overhang too large
N helix angle of the tool is too large
Werkzeugbruch (GF) N Vorschub zu hoch
N Fehler im CNC-Programm
N Kernlochbohrung zu klein
Tool breakage (GF) N feed too high
N error in the CNC programme
N core hole bore too small
M
Werkzeugbruch (BGF) N Vorschub beim Gewindefräsen zu hoch MF
N Vorschub beim Bohren zu hoch
N Spänestau beim Bohren G
N Fehler im CNC-Programm BSW
BSF
Tool breakage (BGF) N feed too high during thread milling MF-EL
R, Pg
N feed for drilling too high
N chip congestion during drilling UNC, UNF
N error in the CNC programme UNEF
UN, UNS
UNJC
UNJF
Tel. +49 7432 9087 750 contact@johs-boss.de www.johs-boss.de 55 NPT
NPTF
Tr
EG