
Page 65 - JBO-Katalog-2022
P. 65
M
MF
MJ
EG M
G
Rc, R
Pg
GFW-Q GFW-Q TiCN
UNC
UNF
UN
vc fz [mm] vc fz [mm] UNJF
[m/min] [m/min]
NPT
70 - 90 0,13 - 0,20 105 - 125 0,13 - 0,20 NPTF
70 - 90 0,13 - 0,20 105 - 125 0,13 - 0,20
95 - 115 0,13 - 0,20 140 - 160 0,13 - 0,20
70 - 80 0,13 - 0,20 100 - 120 0,13 - 0,20
95 - 115 0,13 - 0,20 140 - 160 0,13 - 0,20
75 - 95 0,13 - 0,20 115 - 135 0,13 - 0,20
55 - 75 0,13 - 0,20 85 - 105 0,13 - 0,20
50 - 70 0,13 - 0,20 75 - 95 0,13 - 0,20
35 - 55 0,10 - 0,18 55 - 75 0,10 - 0,18
50 - 70 0,13 - 0,20 75 - 95 0,13 - 0,20
25 - 45 0,10 - 0,18 40 - 60 0,10 - 0,18
25 - 45 0,10 - 0,18 40 - 60 0,10 - 0,18
30 - 50 0,10 - 0,18 45 - 65 0,10 - 0,18
25 - 45 0,10 - 0,18 40 - 60 0,10 - 0,18
M
25 - 45 0,10 - 0,18 40 - 60 0,10 - 0,18 MF
20 - 40 0,10 - 0,18 30 - 50 0,10 - 0,18 M keg.
M taper
20 - 40 0,10 - 0,18 30 - 50 0,10 - 0,18
20 - 40 0,10 - 0,18 30 - 50 0,10 - 0,18
G
80 - 100 0,15 - 0,23 120 - 140 0,15 - 0,23 BSW
65 - 85 0,13 - 0,20 95 - 115 0,13 - 0,20 BSF
DIN 477
60 - 80 0,15 - 0,23 90 - 110 0,15 - 0,23 R, BA, Pg
55 - 75 0,13 - 0,20 85 - 105 0,13 - 0,20
55 - 75 0,15 - 0,23 85 - 105 0,15 - 0,23
60 - 80 0,15 - 0,23 90 - 110 0,15 - 0,23 UNC
UNF
20 - 40 0,13 - 0,20 35 - 55 0,13 - 0,20 UNEF
15 - 35 0,13 - 0,20 30 - 50 0,13 - 0,20 UN, UNS
10 - 30 0,13 - 0,20 20 - 40 0,13 - 0,20
10 - 30 0,13 - 0,20 20 - 40 0,13 - 0,20
NPSM
10 - 30 0,13 - 0,20 20 - 40 0,13 - 0,20 NPT
NPTF
325 - 345 0,21 - 0,29 470 - 490 0,21 - 0,29 Tr, Rd
305 - 325 0,21 - 0,29 440 - 460 0,21 - 0,29
325 - 345 0,21 - 0,29 470 - 490 0,21 - 0,29
305 - 325 0,21 - 0,29 440 - 460 0,21 - 0,29
280 - 300 0,21 - 0,29 400 - 420 0,21 - 0,29
290 - 310 0,21 - 0,29 415 - 435 0,21 - 0,29
280 - 300 0,21 - 0,29 400 - 420 0,21 - 0,29
250 - 270 0,21 - 0,29 365 - 385 0,21 - 0,29
325 - 345 0,21 - 0,29 470 - 490 0,21 - 0,29
305 - 325 0,21 - 0,29 440 - 460 0,21 - 0,29
315 - 335 0,21 - 0,29 455 - 475 0,21 - 0,29
170 - 190 0,21 - 0,29 250 - 270 0,21 - 0,29
190 - 210 0,21 - 0,29 275 - 295 0,21 - 0,29
M
175 - 195 0,21 - 0,29 255 - 275 0,21 - 0,29 MF
190 - 210 0,21 - 0,29 275 - 295 0,21 - 0,29
170 - 190 0,21 - 0,29 250 - 270 0,21 - 0,29
175 - 195 0,21 - 0,29 255 - 275 0,21 - 0,29
G
20 - 40 0,06 - 0,12 30 - 50 0,06 - 0,12 BSW
BSF
R, Pg
5 - 15 0,05 - 0,11 10 - 30 0,05 - 0,11 MF-EL
5 - 15 0,05 - 0,11 15 - 35 0,05 - 0,11 UNC, UNF
UNEF
UN, UNS
UNJC
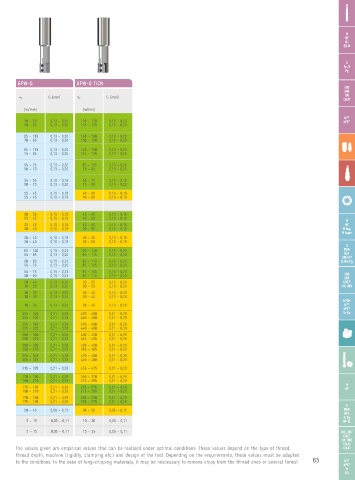
The values given are empirical values that can be realised under optimal conditions. These values depend on the type of thread, UNJF
thread depth, machine (rigidity, clamping etc.) and design of the tool. Depending on the requirements, these values must be adapted
to the conditions. In the case of long-chipping materials, it may be nescessary to remove chips from the thread once or several times! 65 NPT
NPTF
Tr
EG