
Page 866 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 866
52 MXD
La interfaz del mango hueco HSK: formas y características i
▶ Observación: Para información sobre interfaces de cono de gran inclinación (SK) −, ver página 822.
Mangos huecos cónicos para cambio de herramientas automático con ranura de sujeción
ISO 12164-1 (DIN 69893-1 forma A y forma T) DIN 69893-2 forma B
DIN DIN
69893 69893
■ Aplicación para centros de mecanizado, fresadoras, ■ Aplicación para centros de mecanizado,
máquinas especiales con cambio de herramientas automático. fresadoras para arranque de viruta pesado, tornos.
■ Alimentación interna de refrigerante axial centralizada a través del tubo de refri- ■ Con tope ampliado y ranura de posicionamiento.
gerante. ■ Alimentación de refrigerante descentralizada a través del tope o centralizada a
■ Transmisión del par de apriete mediante 2 ranuras de arrastre al través del tubo de refrigerante.
final del cono. En la forma T, la tolerancia (medida b5) es restringida. ■ Transmisión del par de apriete mediante 2 ranuras de tope.
■ 2 ranuras de collar para almacén de herramientas, ranura de posicionamiento. ■ Taladro para soporte de datos DIN 69 873 en tope.
■ Taladro para soporte de datos DIN 69 873 en tope.
Mangos huecos cónicos para cambio de herramientas manual
ISO 12164-1 (DIN 69893-1 forma C) DIN 69893-2 forma D
DIN DIN
69893 69893
■ Especialmente indicado para uso con husillos en líneas de transferencia ■ Aplicación en todos los sectores en que se precisen superficies de apoyo
y máquinas especiales sin cambio de herramientas automático mejores con superficies amplias para cambiar las herramientas manualmente.
o husillos portabroca cortos y ampliaciones de herramientas/reducciones.
■ Con tope ampliado.
■ Alimentación interna de refrigerante axial centralizada. ■ Alimentación de refrigerante descentralizada a través del tope o centralizada a
■ Transmisión del par de apriete mediante 2 ranuras de arrastre al final del cono. través del tubo de refrigerante.
■ Transmisión del par de apriete mediante 2 ranuras de tope.
Mangos huecos cónicos para números de evoluciones relativamente elevados (HSC) con ranura de sujeción
Norma provisional (DIN 69893-5 forma E) E-DIN 69893-6 forma F
DIN DIN
69893 69893
■ Aplicación para husillos de alta frecuencia, máquinas de mecanizado de madera. ■ Con cono reducido.
■ Simetría rotativa, sin ranuras de arrastre. ■ Posibilidad de alimentación de refrigerante centralizada a través de perforación pasante –
■ Transmisión del par de apriete mediante cierre por fricción. no hay rosca para tubo refrigerante
■ Posibilidad de alimentación interna de refrigerante centralizada a través del tubo
de refrigeración.
Frente al cono de gran inclinación, la interfaz HSK ofrece las ventajas Material:
siguientes: ■ Acero especial para componentes muy solicitados.
■ Precisión de repetición elevada en el cambio de herramientas. ■ Dureza superficial: 58 − 62 HRC.
■ Posicionamiento axial fijo mediante posición plana. ■ Resistencia a la tracción en núcleo mín. 1000 N/mm2.
■ Adecuado para número de revoluciones elevado.
■ No es necesario utilizar perno de apriete.
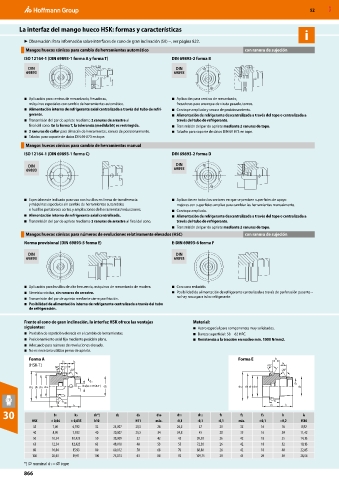
Forma A Forma E f3
f3 l6
(HSK-T) 60° l6
60° 7
30° 30°
d5
d5
1
5
d12 d1 d11 d10 b(b= HSK-T) d2 d12 d1 d11 d10 d2
f1 f1
f2 l1 f2 l1
30 b1 b5 d1*) d2 d5 d10 d11 d12 f1 f2 f3 l1 l6
HSK ± 0,04 ± 0,035 h10 H11 máx. -0,1 -0,1 -0,1 mín. ±0,1 −0,2 JS10
32 7,05 6,932 32 24,007 20,5 26 26,5 37 20 35 16 16 8,92
40 8,05 7,932 40 30,007 25,5 34 34,8 45 20 35 16 20 11,42
50 10,54 10,425 50 38,009 32 42 43 59,30 26 42 18 25 14,13
63 12,54 12,425 63 48,010 40 53 55 72,30 26 42 18 32 18,13
80 16,04 15,93 80 60,012 50 68 70 88,80 26 42 18 40 22,85
100 20,02 19,91 100 75,013 63 88 92 109,75 29 45 20 50 28,56
*) ⌀ nominal d1 = ⌀ tope
866