
Page 417 - DC_SWISS(Catalogue_TM_ES-EN)
P. 417
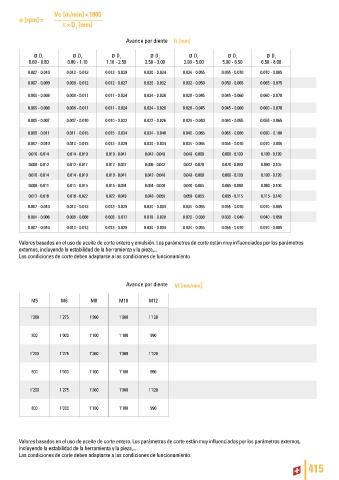
Vc [m/min] × 1000
n [rpm] =
π × D [mm]
1
Avance por diente fz [mm]
ø D 1 ø D 1 ø D 1 ø D 1 ø D 1 ø D 1 ø D 1
0.60 - 0.80 0.80 - 1.10 1.10 - 2.50 2.50 - 3.00 3.00 - 5.00 5.00 - 6.50 6.50 - 8.00
0.007 - 0.010 0.010 - 0.013 0.013 - 0.029 0.030 - 0.034 0.034 - 0.055 0.055 - 0.070 0.070 - 0.085
0.007 - 0.009 0.009 - 0.012 0.012 - 0.027 0.026 - 0.032 0.032 - 0.050 0.050 - 0.065 0.065 - 0.075
0.006 - 0.008 0.008 - 0.011 0.011 - 0.024 0.024 - 0.028 0.028 - 0.045 0.045 - 0.060 0.060 - 0.070
0.006 - 0.008 0.008 - 0.011 0.011 - 0.024 0.024 - 0.028 0.028 - 0.045 0.045 - 0.060 0.060 - 0.070
0.005 - 0.007 0.007 - 0.010 0.010 - 0.022 0.022 - 0.026 0.026 - 0.040 0.040 - 0.055 0.055 - 0.065
0.008 - 0.011 0.011 - 0.015 0.015 - 0.034 0.034 - 0.040 0.040 - 0.065 0.065 - 0.080 0.080 - 0.100
0.007 - 0.010 0.010 - 0.013 0.013 - 0.029 0.030 - 0.034 0.034 - 0.055 0.055 - 0.070 0.070 - 0.085
0.010 - 0.014 0.014 - 0.019 0.019 - 0.041 0.042 - 0.048 0.048 - 0.080 0.080 - 0.100 0.100 - 0.120
0.009 - 0.012 0.012 - 0.017 0.017 - 0.037 0.036 - 0.042 0.042 - 0.070 0.070 - 0.090 0.090 - 0.105
0.010 - 0.014 0.014 - 0.019 0.019 - 0.041 0.042 - 0.048 0.048 - 0.080 0.080 - 0.100 0.100 - 0.120
0.008 - 0.011 0.011 - 0.015 0.015 - 0.034 0.034 - 0.040 0.040 - 0.065 0.065 - 0.080 0.080 - 0.100
0.012 - 0.016 0.016 - 0.022 0.022 - 0.049 0.048 - 0.058 0.058 - 0.095 0.095 - 0.115 0.115 - 0.140
0.007 - 0.010 0.010 - 0.013 0.013 - 0.029 0.030 - 0.034 0.034 - 0.055 0.055 - 0.070 0.070 - 0.085
0.004 - 0.006 0.006 - 0.008 0.008 - 0.017 0.018 - 0.020 0.020 - 0.030 0.030 - 0.040 0.040 - 0.050
0.007 - 0.010 0.010 - 0.013 0.013 - 0.029 0.030 - 0.034 0.034 - 0.055 0.055 - 0.070 0.070 - 0.085
Valores basados en el uso de aceite de corte entero y emulsión. Los parámetros de corte están muy influenciados por los parámetros
externos, incluyendo la estabilidad de la herramienta y la pieza,...
Las condiciones de corte deben adaptarse a las condiciones de funcionamiento.
Avance por diente Vf [mm/min]
M5 M6 M8 M10 M12
1’200 1’275 1’360 1’360 1’120
800 1’000 1’100 1’100 990
1’200 1’275 1’360 1’360 1’120
800 1’000 1’100 1’100 990
1’200 1’275 1’360 1’360 1’120
800 1’000 1’100 1’100 990
Valores basados en el uso de aceite de corte entero. Los parámetros de corte están muy influenciados por los parámetros externos,
incluyendo la estabilidad de la herramienta y la pieza,...
Las condiciones de corte deben adaptarse a las condiciones de funcionamiento.
415