
Page 147 - ISCAR(TURNING-CATALOG-42-2022)
P. 147
80° 75° 95 º 95 º
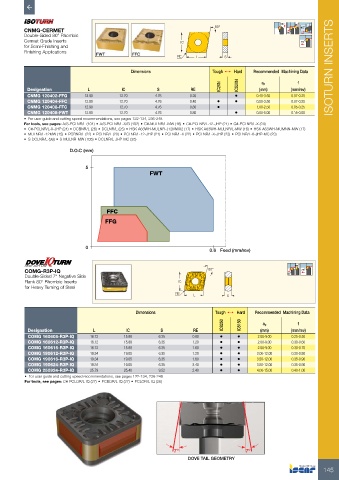
CNMG-CERMET 95 º
Double-Sided 80° Rhombic
Cermet Grade Inserts IC 75 º
for Semi-Finishing and
Finishing Applications
RE L S
Dimensions Tough 1 Hard Recommended Machining Data ISOTURN INSERTS
IC20N IC520N ap f
Designation L IC S RE (mm) (mm/rev)
CNMG 120402-FFG 12.90 12.70 4.76 0.20 • 0.40-3.50 0.07-0.25
CNMG 120404-FFC 12.90 12.70 4.76 0.40 • • 0.50-3.50 0.07-0.25
CNMG 120408-FFC 12.90 12.70 4.76 0.80 • 1.00-2.50 0.05-0.25
CNMG 120408-FWT 12.90 12.70 4.76 0.80 • 0.00-5.00 0.15-0.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-PCLNR/L (101) • A/S-PCLNR/L-X/G (102) • C#-MULNR/L-MW (16) • C#-PCLNR/L-12-JHP (21) • C#-PCLNR/L-X (24)
• C#-PCLNR/L-X-JHP (24) • DCBNR/L (26) • DCLNR/L (25) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17)
• MULNR/L-12MW (15) • PCBNR/L (22) • PCLNR/L (20) • PCLNR/L-12-JHP (21) • PCLNR/L-X (22) • PCLNR/L-X-JHP (23) • PCLNR/L-X-JHP-MC (23)
• S-DCLNR/L (99) • S-MULNR-MW (105) • DCLNR/L-JHP-MC (25)
D.O.C (mm)
5
FWT
FFC
FFG
0
0.6 Feed (mm/rev)
95 º
COMG-R3P-IQ 80° 95 º 75 º
Double-Sided 7° Negative Side
Flank 80° Rhombic Inserts IC
for Heavy Turning of Steel
RE L S
Dimensions Tough 1 Hard Recommended Machining Data
IC8250 IC8150 ap f
Designation L IC S RE (mm) (mm/rev)
COMG 160608-R3P-IQ 16.12 15.88 6.35 0.80 • • 2.00-9.00 0.25-0.50
COMG 160612-R3P-IQ 16.12 15.88 6.35 1.20 • • 2.00-9.00 0.30-0.60
COMG 160616-R3P-IQ 16.12 15.88 6.35 1.60 • • 2.00-9.00 0.30-0.70
COMG 190612-R3P-IQ 19.34 19.05 6.35 1.20 • • 3.00-12.00 0.30-0.80
COMG 190616-R3P-IQ 19.34 19.05 6.35 1.60 • • 3.50-12.00 0.35-0.90
COMG 190624-R3P-IQ 19.34 19.05 6.35 2.40 • • 3.50-12.00 0.35-0.90
COMG 250924-R3P-IQ 25.79 25.40 9.52 2.40 • • 4.00-15.00 0.40-1.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: C#-PCLOR/L-IQ (27) • PCBOR/L-IQ (27) • PCLOR/L-IQ (26)
7º 7º
DOVE TAIL GEOMETRY
145