
Page 227 - DC_SWISS(Catalogue_TM_ES-EN)
P. 227
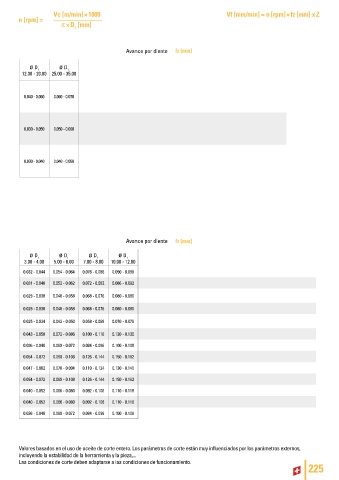
Vc [m/min] × 1000 Vf [mm/min] = n [rpm] × fz [mm] x Z
n [rpm] =
π × D [mm]
1
Avance por diente fz [mm]
ø D 1 ø D 1
12.00 - 20.00 25.00 - 35.00
0.040 - 0.060 0.060 - 0.070
0.030 - 0.050 0.050 - 0.060
0.030 - 0.040 0.040 - 0.050
Avance por diente fz [mm]
fz [mm]
ø D 1 ø D 1 ø D 1 ø D 1
3.00 - 4.00 5.00 - 6.00 7.00 - 8.00 10.00 - 12.00
0.032 - 0.044 0.054 - 0.064 0.076 - 0.086 0.090 - 0.098
0.031 - 0.040 0.052 - 0.062 0.072 - 0.082 0.086 - 0.092
0.029 - 0.038 0.048 - 0.058 0.068 - 0.076 0.080 - 0.086
0.029 - 0.038 0.048 - 0.058 0.068 - 0.076 0.080 - 0.086
0.025 - 0.034 0.042 - 0.050 0.058 - 0.068 0.070 - 0.076
0.043 - 0.058 0.072 - 0.086 0.100 - 0.116 0.120 - 0.130
0.036 - 0.048 0.060 - 0.072 0.084 - 0.096 0.100 - 0.108
0.054 - 0.072 0.090 - 0.108 0.126 - 0.144 0.150 - 0.162
0.047 - 0.062 0.078 - 0.094 0.110 - 0.124 0.130 - 0.140
0.054 - 0.072 0.090 - 0.108 0.126 - 0.144 0.150 - 0.162
0.040 - 0.052 0.066 - 0.080 0.092 - 0.106 0.110 - 0.118
0.040 - 0.052 0.066 - 0.080 0.092 - 0.106 0.110 - 0.118
0.036 - 0.048 0.060 - 0.072 0.084 - 0.096 0.100 - 0.108
Valores basados en el uso de aceite de corte entero. Los parámetros de corte están muy influenciados por los parámetros externos,
incluyendo la estabilidad de la herramienta y la pieza,...
Las condiciones de corte deben adaptarse a las condiciones de funcionamiento.
225