
Page 291 - GARR_TOOL(CATALOG_INT)
P. 291
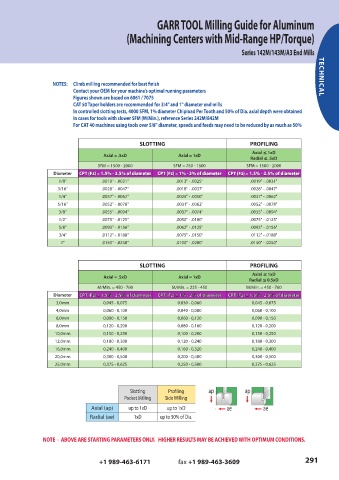
GARR TOOL Milling Guide for Aluminum
(Machining Centers with Mid-Range HP/Torque)
Series 142M/143M/A3 End Mills
NOTES: Climb milling recommended for best finish TECHNICAL
Contact your OEM for your machine’s optimal running parameters
Figures shown are based on 6061 / 7075
TECHNICAL
CAT 50 Taper holders are recommended for 3/4" and 1" diameter end mills
In controlled slotting tests, 4000 SFM, 1% diameter Chipload Per Tooth and 50% of Dia. axial depth were obtained
In cases for tools with slower SFM (M/Min.), reference Series 242M/842M
For CAT 40 machines using tools over 5/8" diameter, speeds and feeds may need to be reduced by as much as 50%
SLOTTING PROFILING
Axial [ 1xD
[
Axial = .5xD Axial = 1xD
Radial [ .5xD
[
SFM = 1500 - 2000 SFM = 750 - 1500 SFM = 1500 - 2000
CPT (Fz) = 1% - 2% of diameter
CPT (Fz) = 1.5% - 2.5% of diamet
er
CPT (Fz) = 1.5% - 2.5% of diameter
Diameter CPT (Fz) = 1.5% - 2.5% of diamet er CPT (Fz) = 1% - 2% of diamet er CPT (Fz) = 1.5% - 2.5% of diameter
1/8" .0019" - .0031" .0013" - .0025" .0019" - .0031"
3/16" .0028" - .0047" .0018" - .0037" .0028" - .0047"
1/4" .0037" - .0062" .0025" - .0050" .0037" - .0062"
5/16" .0052" - .0078" .0031" - .0062" .0052" - .0078"
3/8" .0055" - .0094" .0037" - .0074" .0055" - .0094"
1/2" .0075" - .0125" .0050" - .0100" .0075" - .0125"
5/8" .0093" - .0156" .0062" - .0125" .0093" - .0156"
3/4" .0112" - .0188" .0075" - .0150" .0112" - .0188"
1" .0150" - .0250" .0100" - .0200" .0150" - .0250"
SLOTTING PROFILING
Axial [ 1xD
[
Axial = .5xD Axial = 1xD
Radial [ 0.5xD
[
M/Min. = 450 - 760 M/Min. = 225 - 450 M/Min. = 450 - 760
CPT (Fz) = 1% - 2% of diameter
CPT (Fz) = 1.5% - 2.5% of diameter
er
CPT (Fz) = 1.5% - 2.5% of diamet
Diameter CPT (Fz) = 1.5% - 2.5% of diameter CPT (Fz) = 1% - 2% of diamet er CPT (Fz) = 1.5% - 2.5% of diamet er
3,0mm 0,045 - 0,075 0,030 - 0,060 0,045 - 0,075
4,0mm 0,060 - 0,100 0,040 - 0,080 0,060 - 0,100
6,0mm 0,090 - 0,150 0,060 - 0,120 0,090 - 0,150
8,0mm 0,120 - 0,200 0,080 - 0,160 0,120 - 0,200
10,0mm 0,150 - 0,250 0,100 - 0,200 0,150 - 0,250
12,0mm 0,180 - 0,300 0,120 - 0,240 0,180 - 0,300
16,0mm 0,240 - 0,400 0,160 - 0,320 0,240 - 0,400
20,0mm 0,300 - 0,500 0,200 - 0,400 0,300 - 0,500
25,0mm 0,375 - 0,625 0,250 - 0,500 0,375 - 0,625
Slotting Profiling ap ap
Pocket Milling Side Milling
Axial (ap) up to 1xD up to 1xD ae ae
Radial (ae) 1xD up to 50% of Dia.
NOTE - ABOVE ARE STARTING PARAMETERS ONLY. HIGHER RESULTS MAY BE ACHIEVED WITH OPTIMUM CONDITIONS.
+1 989-463-6171 fax +1 989-463-3609 291