
Page 335 - GARR_TOOL(CATALOG_INT)
P. 335
GARR TOOL Parameters for Burrs
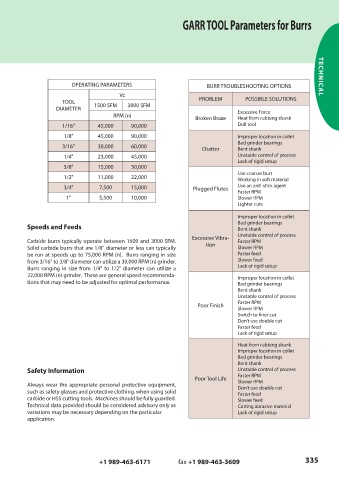
OPERATING PARAMETERS BURR TROUBLESHOOTING OPTIONS TECHNICAL
Vc
TOOL PROBLEM POSSIBLE SOLUTIONS
DIAMETER 1500 SFM 3000 SFM Excessive Force
RPM (n) Broken Braze Heat from rubbing shank
1/16" 45,000 90,000 Dull tool
1/8" 45,000 90,000 Improper location in collet
Bad grinder bearings
3/16" 30,000 60,000 Chatter Bent shank
1/4" 23,000 45,000 Unstable control of process
Lack of rigid setup
3/8" 15,000 30,000
Use coarser burr
1/2" 11,000 22,000 Working in soft material
3/4" 7,500 15,000 Plugged Flutes Use an anti-stick agent
Faster RPM
1" 5,500 10,000 Slower RPM
Lighter cuts
Improper location in collet
Bad grinder bearings
Speeds and Feeds Bent shank
Excessive Vibra- Unstable control of process
Carbide burrs typically operate between 1500 and 3000 SFM. tion Faster RPM
Solid carbide burrs that are 1/8" diameter or less can typically Slower RPM
be run at speeds up to 75,000 RPM (n). Burrs ranging in size Faster feed
from 3/16" to 3/8" diameter can utilize a 30,000 RPM (n) grinder. Slower feed
Burrs ranging in size from 1/4" to 1/2" diameter can utilize a Lack of rigid setup
22,000 RPM (n) grinder. These are general speed recommenda- Improper location in collet
tions that may need to be adjusted for optimal performance. Bad grinder bearings
Bent shank
Unstable control of process
Poor Finish Faster RPM
Slower RPM
Switch to finer cut
Don’t use double cut
Faster feed
Lack of rigid setup
Heat from rubbing shank
Improper location in collet
Bad grinder bearings
Bent shank
Safety Information Unstable control of process
Poor Tool Life Faster RPM
Always wear the appropriate personal protective equipment, Slower RPM
Don’t use double cut
such as safety glasses and protective clothing, when using solid Faster feed
carbide or HSS cutting tools. Machines should be fully guarded. Slower feed
Technical data provided should be considered advisory only as Cutting abrasive material
variations may be necessary depending on the particular Lack of rigid setup
application.
+1 989-463-6171 fax +1 989-463-3609 335