
Page 236 - ISCAR(TURNING-CATALOG-42-2022)
P. 236
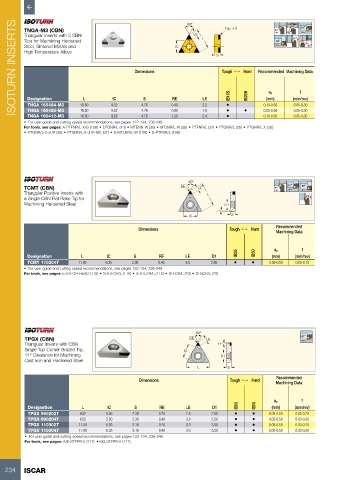
ISOTURN INSERTS TNGA-M3 (CBN) Dimensions IC 60º LE L S Tough 1 Hard Recommended Machining Data
22°MAX
91 º
Typ. x 3
91 º
93 º
Triangular Inserts with 3 CBN
55°
91 º
MAX
Tips for Machining Hardened
95 º
Steel, Sintered Metals and
60 º
High Temperature Alloys
f
ap
IC
Designation
L
S
(mm)
RE
0.05-0.30
16.50
4.76
9.52
2.2
TNGA 160404-M3
•
0.05-0.30
TNGA 160408-M3
16.50
9.52
1.9
0.05-0.50
4.76
0.80
•
4.76
9.52
1.20
0.10-0.50
2.4
0.05-0.30
16.50
TNGA 160412-M3
• For user guide and cutting speed recommendations, see pages 122-134, 236-248 0.40 LE • IB10S • IB20H 0.10-0.50 (mm/rev)
For tools, see pages: A-PTFNR/L-X/G (108) • DTGNR/L (44) • MTENN-W (38) • MTJNR/L-W (38) • PTFNR/L (37) • PTGNR/L (35) • PTGNR/L-X (36)
• PTGNR/L-X-JHP (36) • PTGNR/L-X-JHP-MC (37) • S-MTLNR/L-W (109) • S-PTFNR/L (109)
60°
TCMT (CBN) RE LE 91 º 91 º 95 º
Triangular Positive Inserts with L 91 º
a Single CBN Flat Rake Tip for
Machining Hardened Steel D1
7°
IC S
Recommended
Dimensions Tough 1 Hard Machining Data
IB55 IB50 ap f
Designation L IC S RE LE D1 (mm) (mm/rev)
TCMT 110204T 11.00 6.35 2.38 0.40 3.5 2.85 • • 0.05-0.50 0.05-0.13
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: E-STFCR-HEAD (115) • S-STFCR/L (115) • S-STLCR/L (115) • STFCR/L (70) • STGCR/L (70)
60°
TPGX (CBN) RE LE 91 º
Triangular Inserts with CBN 11°
Single Top Corner Brazed Tip, IC
11° Clearance for Machining D1
Cast Iron and Hardened Steel
L S
Recommended
Dimensions Tough 1 Hard
Machining Data
ap f
Designation L IC S RE LE D1 IB90 IB50 (mm) (mm/rev)
TPGX 090202T 9.52 5.56 2.38 0.20 2.5 2.50 • • 0.05-0.50 0.03-0.20
TPGX 090204T 9.52 5.56 2.38 0.40 2.6 2.50 • • 0.05-0.50 0.03-0.20
TPGX 110302T 11.00 6.35 3.18 0.20 3.3 3.50 • • 0.05-0.50 0.03-0.20
TPGX 110304T 11.00 6.35 3.18 0.40 3.0 3.50 • • 0.05-0.50 0.03-0.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/E-STFPR-X (117) • MG STFPR-X (117)
234 ISCAR