
Page 237 - ISCAR(TURNING-CATALOG-42-2022)
P. 237
60°
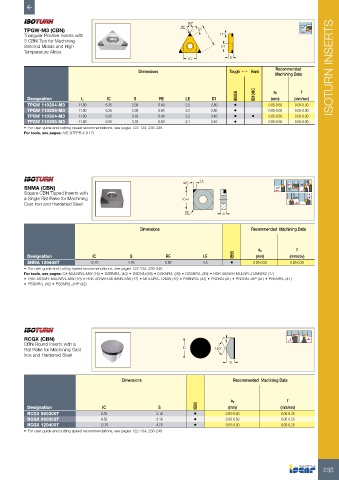
TPGW-M3 (CBN) RE LE 91 º
Triangular Positive Inserts with L 11°
3 CBN Tips for Machining
Sintered Metals and High D1
Temperature Alloys
IC S
Dimensions Tough 1 Hard Recommended ISOTURN INSERTS
Machining Data
IB05S IB10HC ap f
Designation L IC S RE LE D1 (mm) (mm/rev)
TPGW 110204-M3 11.00 6.35 2.38 0.40 2.2 2.80 • 0.05-0.50 0.05-0.30
TPGW 110208-M3 11.00 6.35 2.38 0.80 2.2 2.80 • 0.05-0.50 0.05-0.30
TPGW 110304-M3 11.00 6.35 3.18 0.40 2.2 3.40 • • 0.05-0.50 0.05-0.30
TPGW 110308-M3 11.00 6.35 3.18 0.80 2.1 3.40 • 0.05-0.50 0.05-0.30
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/E-STFPR-X (117)
90° LE 45 º
SNMA (CBN) 75 º 75º 45 º
Square CBN Tipped Inserts with
a Single Flat Rake for Machining IC=L 45° 75 º
Cast Iron and Hardened Steel
RE S
Dimensions Recommended Machining Data
ap f
Designation IC S RE LE IB55 (mm) (mm/rev)
SNMA 120408T 12.70 4.76 0.80 4.5 • 0.05-0.50 0.05-0.30
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: C#-MULNR/L-MW (16) • DSBNR/L (40) • DSDNN (39) • DSKNR/L (39) • DSSNR/L (39) • HSK A63WH-MULNR-J12MWX2 (17)
• HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PSBNR/L (43) • PSDNN (41) • PSDNN-JHP (41) • PSKNR/L (41)
• PSSNR/L (42) • PSSNR/L-JHP (42)
RCGX (CBN) 7°
CBN Round Inserts with a
Flat Rake for Machining Cast IC 140°
Iron and Hardened Steel
S
Dimensions Recommended Machining Data
ap f
Designation IC S IB90 (mm) (mm/rev)
RCGX 060300T 6.35 3.18 • 0.05-0.50 0.05-0.25
RCGX 090300T 9.52 3.18 • 0.05-0.50 0.05-0.25
RCGX 120400T 12.70 4.76 • 0.05-0.50 0.05-0.25
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
235