
Page 355 - ISCAR(TURNING-CATALOG-42-2022)
P. 355
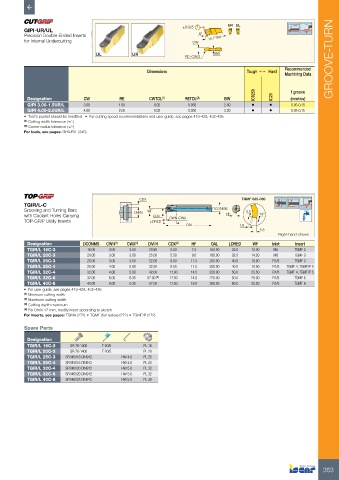
UR UL
GIPI-UR/UL ±0.025
Precision Double-Ended Inserts 8° 15.7 Ref.
for Internal Undercutting CW
BW
RE=CW/2 GROOVE-TURN
Dimensions Tough 1 Hard Recommended
Machining Data
IC8250 f groove
Designation CW RE CWTOL (1) RETOL (2) BW IC20 (mm/rev)
GIPI 3.00-1.5UR/L 3.00 1.50 0.02 0.050 2.40 • • 0.05-0.15
GIPI 4.00-2.0UR/L 4.00 2.00 0.02 0.050 3.20 • • 0.05-0.15
• Tool's pocket should be modified • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: GHIUR/L (345)
CDX TGMF 635-080
TGIR/L-C
Grooving and Turning Bars DMIN WF DCONMS 0.5
with Coolant Holes Carrying CDX CWN-CWX HF 19°
TOP-GRIP Utility Inserts LDRED
OAL 1.6
5.5
Right-hand shown
Designation DCONMS CWN (1) CWX (2) DMIN CDX (3) HF OAL LDRED WF Inlet Insert
TGIR/L 16C-3 16.00 3.00 3.00 20.50 5.50 7.5 150.00 25.0 12.00 M6 TGMF 3
TGIR/L 20C-3 20.00 3.00 3.00 25.00 5.50 9.0 180.00 32.0 14.20 M6 TGMF 3
TGIR/L 25C-3 25.00 3.00 3.00 32.00 8.00 11.5 200.00 40.0 18.80 R1/8 TGMF 3
TGIR/L 25C-4 25.00 4.00 5.00 32.50 8.50 11.5 200.00 40.0 19.50 R1/8 TGMF 4, TGMF/P 5
TGIR/L 32C-4 32.00 4.00 5.00 42.00 11.00 14.5 220.00 50.0 25.50 R1/8 TGMF 4, TGMF/P 5
TGIR/L 32C-6 32.00 6.00 6.35 57.00 (4) 17.50 14.5 220.00 50.0 29.00 R1/8 TGMF 6
TGIR/L 40C-6 40.00 6.00 6.35 57.00 17.50 18.0 300.00 60.0 35.20 R1/8 TGMF 6
• For user guide, see pages 419-428, 432-436
(1) Minimum cutting width
(2) Maximum cutting width
(3) Cutting depth maximum
(4) For Dmin 47 mm, modify insert according to sketch
For inserts, see pages: TGMA (272) • TGMF (full radius) (272) • TGMF/P (272)
Spare Parts
Designation
TGIR/L 16C-3 SR 76-1400 T-20/5 PL 16
TGIR/L 20C-3 SR 76-1400 T-20/5 PL 20
TGIR/L 25C-3 SR M5X16 DIN912 HW 4.0 PL 25
TGIR/L 25C-4 SR M5X16 DIN912 HW 4.0 PL 25
TGIR/L 32C-4 SR M6X20 DIN912 HW 5.0 PL 32
TGIR/L 32C-6 SR M6X20 DIN912 HW 5.0 PL 32
TGIR/L 40C-6 SR M6X25 DIN912 HW 5.0 PL 40
353