
Page 297 - GARR_TOOL(CATALOG_INT)
P. 297
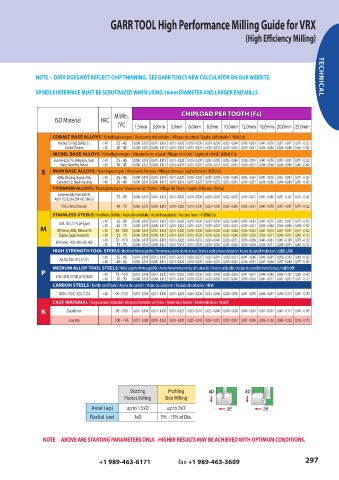
GARR TOOL High Performance Milling Guide for VRX
(High Efficiency Milling)
NOTE - DATA DOES NOT REFLECT CHIP THINNING. SEE GARR TOOL'S NEW CALCULATOR ON OUR WEBSITE. TECHNICAL
SPINDLE INTERFACE MUST BE SCRUTINIZED WHEN USING 16mm DIAMETER AND LARGER END MILLS
CHIPLOAD PER TOOTH (Fz)
M/Min. CHIPL O AD PER T OO TH (Fz)
ISO Material HRC
(Vc) 1,5mm 3,0mm 5,0mm 6,0mm 8,0mm 10,0mm 12,0mm 16,0mm 20,0mm 25,0mm
obalt
o / A
obalt
lliages de c
/ Kobaltleg
o /
ierungen / A
eghe del c
obalt / L
leaciones del c
钴基合金
COBALT BASE ALLOYS / Kobaltlegierungen / Aleaciones del cobalto / Alliages de cobalt / Leghe del cobalto / 钴基合金
Haynes 25/188, Stellite 21, < 40 25 - 45 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,030 0,020 - 0,038 0,025 - 0,048 0,036 - 0,061 0,041 - 0,076 0,051 - 0,097 0,071 - 0,122
Cobalt Chrome > 40 20 - 40 0,008 - 0,012 0,008 - 0,015 0,010 - 0,018 0,015 - 0,025 0,018 - 0,033 0,023 - 0,043 0,030 - 0,051 0,036 - 0,066 0,046 - 0,086 0,061 - 0,102
/ N
eghe di nichel /
ierungen / A
ickelleg
lliage de nickel / L
leaciones de níquel / A
高镍基合金
NICKEL BASE ALLOYS / Nickellegierungen / Aleaciones de níquel / Alliage de nickel / Leghe di nichel / 高镍基合金
Inconel-625/718, Waspaloy, Invar, < 40 25 - 45 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,030 0,020 - 0,038 0,025 - 0,048 0,036 - 0,061 0,041 - 0,076 0,051 - 0,097 0,071 - 0,122
Rene, Hastelloy, Monel > 40 20 - 40 0,008 - 0,012 0,008 - 0,015 0,010 - 0,018 0,015 - 0,025 0,018 - 0,033 0,023 - 0,043 0,030 - 0,051 0,036 - 0,066 0,046 - 0,086 0,061 - 0,102
S IRON BASE ALLOYS / Eisenlegierungen / Aleaciones ferrosas / Alliages ferreux / Leghe ferrose / 铁基合金
r
leaciones f
er
ose /
ierungen / A
r
osas / A
r
lliages f
eux / L
eghe f
er
er
/ Eisenleg
铁基合金
A286, Discaloy, Haynes 556, < 40 25 - 45 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,030 0,020 - 0,038 0,025 - 0,048 0,036 - 0,061 0,041 - 0,076 0,051 - 0,097 0,071 - 0,122
Carpenter 22, Greek Ascolloy > 40 20 - 40 0,008 - 0,012 0,008 - 0,015 0,010 - 0,018 0,015 - 0,025 0,018 - 0,033 0,023 - 0,043 0,030 - 0,051 0,036 - 0,066 0,046 - 0,086 0,061 - 0,102
leaciones de
T
itane / L
itanio / A
eghe di
T
T
itanio /
lliage de
itanleg
T
/
ierungen / A
钛合金
TITANIUM ALLOYS / Titanlegierungen / Aleaciones de Titanio / Alliage de Titane / Leghe di Titanio / 钛合金
Commercially Pure, 6Al-4V,
Astm 1/2/3, 6Al-25N-4Zr-2Mo-Si 55 - 90 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,036 0,020 - 0,043 0,025 - 0,053 0,036 - 0,071 0,041 - 0,086 0,051 - 0,107 0,071 - 0,142
5553 / Beta Titanium 40 - 70 0,008 - 0,015 0,008 - 0,018 0,010 - 0,020 0,018 - 0,030 0,020 - 0,038 0,025 - 0,048 0,036 - 0,061 0,041 - 0,076 0,051 - 0,097 0,071 - 0,122
o I
ostfr
x /
no
x
c
ciaio I
/ R
no
xidable / A
no
eie S
y
dable / A
c
tähle / A
er
cier I
STAINLESS STEELS / Rostfreie Stähle / Acero Inoxidable / Acier Inoxydable / Acciaio Inox / 不锈钢合金
不锈钢合金
< 40 55 - 90 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,030 0,020 - 0,038 0,025 - 0,048 0,036 - 0,061 0,041 - 0,076 0,051 - 0,097 0,071 - 0,122
13/8, 15/5, 17-4, pH Types > 40 45 - 70 0,008 - 0,013 0,008 - 0,015 0,010 - 0,018 0,015 - 0,025 0,018 - 0,033 0,023 - 0,043 0,030 - 0,051 0,036 - 0,066 0,046 - 0,086 0,056 - 0,102
M 300 Series, 304L, Nitronic 50 < 40 60 - 100 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,030 0,020 - 0,038 0,025 - 0,048 0,036 - 0,061 0,041 - 0,076 0,051 - 0,097 0,071 - 0,122
Duplex, Super-Austenitic > 40 55 - 75 0,008 - 0,013 0,008 - 0,015 0,010 - 0,018 0,015 - 0,028 0,018 - 0,036 0,023 - 0,046 0,030 - 0,056 0,036 - 0,071 0,046 - 0,091 0,061 - 0,112
< 40 70 - 110 0,008 - 0,015 0,010 - 0,018 0,013 - 0,020 0,018 - 0,033 0,020 - 0,041 0,025 - 0,051 0,036 - 0,066 0,041 - 0,081 0,061 - 0,109 0,071 - 0,132
400 Series - 403, 405, 420, 455
> 40 55 - 75 0,008 - 0,013 0,008 - 0,015 0,010 - 0,018 0,015 - 0,028 0,018 - 0,036 0,023 - 0,046 0,030 - 0,056 0,036 - 0,071 0,046 - 0,091 0,061 - 0,112
kz
ta ac
r
er
eugstähle / Her
os de alt
amien
ésistanc
e / A
/ Hochf
e r
c
ensili molt
o dur
ciaio da ut
o /
e
eza / A
er
W
o dur
est
ciers à outils a haut
HIGH STRENGTH TOOL STEELS / Hochfeste Werkzeugstähle / Herramienta aceros de alto dureza / Aciers à outils a haute résistance / Acciaio da utensili molto duro / 高强度工具钢
高强度工具钢
A2, D2, P20, H13, S7, O1 < 40 55 - 90 0,010 - 0,018 0,013 - 0,020 0,015 - 0,025 0,020 - 0,033 0,023 - 0,041 0,028 - 0,051 0,041 - 0,066 0,046 - 0,081 0,056 - 0,102 0,081 - 0,132
0,008 - 0,013 0,008 - 0,013 0,013 - 0,020 0,018 - 0,025 0,020 - 0,033 0,025 - 0,043 0,036 - 0,051 0,041 - 0,066 0,051 - 0,086 0,071 - 0,102
> 40
40 - 85
ta medios de la aleación / A
ensili di media dur
r
ezza /
ciers à outils alliés / A
c
amien
ciaio da ut
W
e
er
eugstähle / A
kz
t
itt
/ M
el L
ier
eg
er
os her
c
合金钢
中碳
P MEDIUM ALLOY TOOL STEELS / Mittel Legierte Werkzeugstähle / Aceros herramienta medios de la aleación / Aciers à outils alliés / Acciaio da utensili di media durezza / 中碳合金钢
< 40
75 - 120
0,010 - 0,018 0,013 - 0,020 0,015 - 0,025 0,020 - 0,036 0,023 - 0,043 0,028 - 0,053 0,041 - 0,071 0,046 - 0,086 0,056 - 0,107 0,081 - 0,142
4140, 4340, 52100, 6150, 8620 > 40 70 - 90 0,008 - 0,013 0,008 - 0,013 0,013 - 0,020 0,018 - 0,028 0,020 - 0,036 0,025 - 0,046 0,036 - 0,056 0,041 - 0,071 0,051 - 0,091 0,071 - 0,112
cier du car
bonio /
off
bone / A
o de car
stahl / A
c
ciaio al car
bón / A
er
c
/ Kohlenst
CARBON STEELS / Kohlenstoffstahl / Acero de carbón / Acier du carbone / Acciaio al carbonio / 碳钢
碳钢
1000’s - 1018, 1020, 12L14 < 40 90 - 130 0,010 - 0,018 0,013 - 0,020 0,015 - 0,025 0,020 - 0,038 0,023 - 0,046 0,028 - 0,056 0,041 - 0,076 0,046 - 0,091 0,056 - 0,112 0,081 - 0,152
iale fuso /
er
egossenes M
/ G
t
a
a
er
er
iaux f
er
es / M
on
tidos / M
t
ial bastidor v
t
a
t
ial / M
er
t
a
CAST MATERIAL / Gegossenes Material / Material bastidor vertidos / Materiaux fontes / Materiale fuso / 铸造件
铸造件
K Ductile Iron 90 - 130 0,010 - 0,018 0,013 - 0,020 0,015 - 0,025 0,023 - 0,041 0,025 - 0,048 0,030 - 0,058 0,046 - 0,081 0,051 - 0,097 0,061 - 0,117 0,091 - 0,163
Gray Iron 100 - 145 0,013 - 0,020 0,018 - 0,025 0,018 - 0,030 0,025 - 0,043 0,028 - 0,051 0,033 - 0,061 0,051 - 0,086 0,056 - 0,102 0,066 - 0,122 0,102 - 0,173
Slotting Profiling ap ap
Pocket Milling Side Milling
Axial (ap) up to 1.5xD up to 2xD ae ae
Radial (ae) 1xD 5% - 15% of Dia.
NOTE - ABOVE ARE STARTING PARAMETERS ONLY. HIGHER RESULTS MAY BE ACHIEVED WITH OPTIMUM CONDITIONS.
+1 989-463-6171 fax +1 989-463-3609 297