
Page 20 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 20
52 MXD
Pictogramas y gráficos
i
Modelo
Material de HSS Acero de corte rápido de alto rendi- HSS Acero HSS Metal duro integral de grano HSS Sustrato pulvimetalúrgico especial
corte E miento con un 5 % de cobalto E-PM pulvimetalúrgico MDI superfino en el intervalo E-SPM con alto porcentaje de cobalto
K10-K40 y P40
Tipo Tipo Fresas de contornear de MDI HR
N Tipo N = normal con dentado en cruz de alto Perfil del labio de precisión De corte izquierdo
rendimiento
Norma DIN EN Conforme a la norma europea DIN
206 B Conforme a DIN 206 22568 22568 Norma Norma de fábrica 371 Conforme a DIN 371
Mango Brocas y fresas de MDI con mango DIN 6535 HA (a partir de mango⌀Brocas y fresas de MDI con mango DIN 6535 HA (a partir de mango
Mango en tolerancia h6 Mango en tolerancia h7 con
Observe el texto de aviso correspondiente para la herramienta de arranque de virutas deseada. h6 h7
Deseado: 1 unidad broca n.° 12 2659 tam. 10 con superficie HE: DIN con superficie de arrastre 3 superficies de apriete
Ejemplo de pedido: 1 unidad n.° 12 2659 tam. 10 +1 unidad n.° 12 9100 HE 1835 B DIN 1835-B para mandrino de 3 mordazas
Colocación de una superficie de arrastre: Realización especial − Excluida la devolución.
Diámetro/ Diámetro nominal Longitud de hélice 25× ⌀ (brocas Plaquita reversible-
longitud x Dc diferente del estándar para taladros profundos) broca maciza 4×D
Semiestándar 25×D 4×D
Ángulo 180º Herramienta escalonada 90° Plaquitas Avellanador con 90º
para ángulo de avellana- broca de puntear CN 90° ángulo de punta de 60° Escalonado de avellanar Ángulo de punta de 118°
do 180° 60° 118°
90° Tolerancia de la herra-
mienta de alta precisión Paso dinámico Anchura del chaflán an- Radio angular definido Redondeo de esquinas
de la espiral
gular con 45 °
en el intervalo μm ≠ 45° R r v
Forma / Punta de perforación Herramienta con Broca de alto rendimien- Avellanador cónico con
dientes especial: 3 3 dientes Forma C to con 6 fajas guía y RI división desigual para
para fibras aramida avellanados exactos
Rosca CS Corte previo de 2 a 3 pa- Para agujero pasante y
MF Rosca fina EG-M Rosca métrica 60° Ángulo de flanco sos agujero ciego hasta 3×D
métrica para canastillas de 60° 3 Forma C con corte ini- ≤3×D profundidad de rosca
cial helicoidal
Nota sobre el uso de machos para roscar con canales de refrigeración en husillos sincronizados:
Para una lubricación óptima (para duraciones y una seguridad del proceso máximas) con aceite de corte o LCM se recomiendan conos de cambio rápido con rosca GARANT
con sistema de lubricación de cantidades mínimas y compensación de longitud mínima (CLM) n.° 33 8100 − 8121.
Dinámico. Mecanizado industrial Sincronizado. Máximo rendimiento, Fresa para roscar
con requisitos exigentes. para máquinas con husillo sincronizado. con paso de dientes desigual
Tolerancia Para la producción de la adaptación ISO 2 Rosca ISO métrica ⌀ de corte −0,007 ⌀ de corte
H7 clase de aplicación 2 m7
H7 6H Tolerancia m7 +0,002 Dimensionamiento de la tolerancia
6H = tolerancia media
High Performance Cutting Multi Task Cutting Trochoidal Performance Cutting
HPC para un volumen de arranque de vi- MTC Herramientas MTC con reducción de la fuerza de corte TPC Síntesis de herramientas HPC y MTC
ruta máximo
Con refrigeración interior, presión mínima de 25 bar.
Para brocas de 12×D en adelante se ha de emplear Taladrado de centrar
Taladro piloto y co-taladro piloto en el sistema de refrigerante un filtro con Reducir el avance a la mitad
25 bar 20 − 25 µm.
Cajera: Perforación transversal
1. Perforaciones exteriores,
Reducir el avance a la mitad
2. Realizar perforación intermedia, Taladros cruzados Perforación transversal máxima 1/3 de ⌀ de perforación
desplazamiento máx. 0,8×D No es posible perforación transversal excéntrica
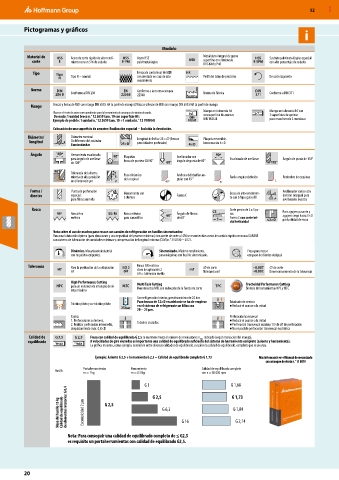
Calidad de G 2,5 G 2,5 Fresa con calidad de equilibrado G 2,5 se mantiene hasta el número de revoluciones n máx. indicado (según marcación del mango).
equilibrado n max n max A velocidades de giro elevadas es importante una calidad de equilibrado suficiente del sistema de herramienta completo (asiento y herramienta).
La gráfica muestra, como ejemplo, la relación entre diversas calidades de equilibrado. y cuál es la calidad de equilibrado. completo que se alcanza.
Ejemplo: Asiento G 2,5 + herramienta G 2,5 = Calidad de equilibrado completo G 1,73 Más información en el Manual de mecanizado
con arranque de viruta n.° 11 0010
Husillo Portaherramientas Herramienta Calidad de equilibrado completo
m = 1 kg m = 0,5 kg con n = 30 000 rpm
G 1 G 2,5 G 1,68
G 1,73
Masa del husillo 15 kg Calidad de equilibrado de elementos rotatorios: G 0,4 Excentricidad 2 µm G 2,5 G 6,3 G 16 G 1,84
G 2,14
Nota: Para conseguir una calidad de equilibrado completo de ≤ G2,5
es requisito un portaherramientas con calidad de equilibrado G2,5.
20