
Page 256 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 256
52 MXD
M 60° MD DIN ISO 2X C h6 DIN DIN
13 6HX 3 ≤3×D 371 376
≤ M10 ≥ M12
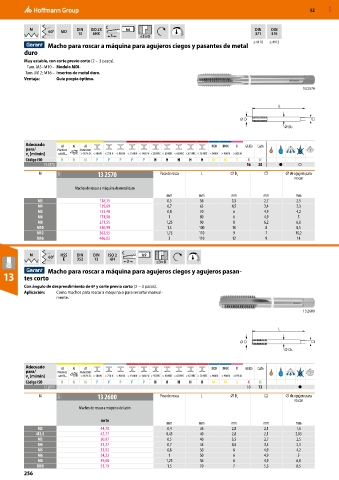
Macho para roscar a máquina para agujeros ciegos y pasantes de metal
duro
Muy estable, con corte previo corto (2 − 3 pasos).
Tam. M3–M10 – Modelo MDI.
Tam. M12; M16 – Insertos de metal duro.
Ventaja: Guía propia óptima.
13 2570
L
D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S K N
13 2570 16 20 ● ○
M 11H 13 2570 Paso de rosca L ⌀ D s □ ⌀ de agujero para
roscar
Machos de roscar a máquina de metal duro
mm mm mm mm mm
M3 138,35 0,5 56 3,5 2,7 2,5
M4 139,69 0,7 63 4,5 3,4 3,3
M5 153,40 0,8 70 6 4,9 4,2
M6 174,50 1 80 6 4,9 5
M8 271,55 1,25 90 8 6,2 6,8
M10 330,99 1,5 100 10 8 8,5
M12 362,55 1,75 110 9 7 10,2
M16 486,02 2 110 12 9 14
C
M 60° HSS DIN DIN ISO 2 h9
E 352 13 6H 3 ≤3×D
Macho para roscar a máquina para agujeros ciegos y agujeros pasan-
13 tes corto
Con ángulo de desprendimiento de 6º y corte previo corto (2 − 3 pasos).
Aplicación: Como machos para roscar a máquina o para recortar manual-
mente.
13 2600
L
D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S K N
13 2600 10 13 ●
M 11H 13 2600 Paso de rosca L ⌀ D s □ ⌀ de agujero para
roscar
Machos de roscar a máquina de latón
corto
mm mm mm mm mm
M2 44,70 0,4 36 2,8 2,1 1,6
M2,5 42,77 0,45 40 2,8 2,1 2,05
M3 30,97 0,5 40 3,5 2,7 2,5
M4 31,27 0,7 45 4,5 3,4 3,3
M5 33,92 0,8 50 6 4,9 4,2
M6 34,22 1 50 6 4,9 5
M8 39,68 1,25 56 6 4,9 6,8
M10 51,19 1,5 70 7 5,5 8,5
256