
Page 348 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 348
52 MXD
HSS
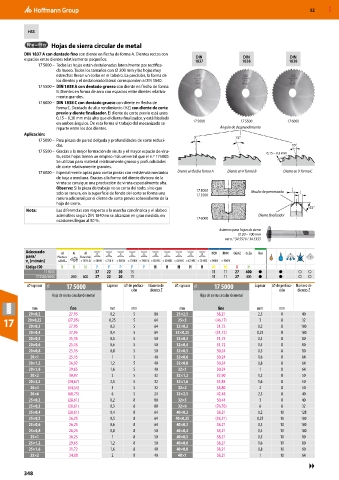
Hojas de sierra circular de metal
DIN 1837 A con dentado fino con diente en flecha de forma A. Dientes rectos con
DIN
DIN
DIN
espacios entre dientes relativamente pequeños. 1837 1838 1838
17 5000 – Todas las hojas están destalonadas lateralmente por rectifica-
do hueco. Todos los tamaños con ⌀ 200 mm y las hojas muy
estrechas llevan un collar en el taladro. La precisión, la forma de
los dientes y el destalonado lateral corresponden a DIN 1840.
17 5500 – DIN 1838 A con dentado grueso con diente en flecha de forma
B. Dientes en forma de arco con espacios entre dientes relativa-
mente grandes.
17 6000 – DIN 1838 C con dentado grueso con diente en flecha de
forma C. Dentado de alto rendimiento (HZ) con diente de corte
previo y diente finalizador. El diente de corte previo está unos
0,15 – 0,30 mm más alto que el diente finalizador, y está biselado
en ambos ángulos. De esta forma el trabajo del mecanizado se 17 5000 17 5500 17 6000
reparte entre los dos dientes. Ángulo de desprendimiento
Aplicación: 5°
17 5000 – Para piezas de pared delgada y profundidades de corte reduci- 15°
das. 15°
17 5500 – Gracias a la mejor formación de viruta y el mayor espacio de viru- 0,15– 0,3 mm
ta, estas hojas tienen un empleo más universal que el n.º 175000.
Se utilizan para material relativamente grueso y profundidades
de corte relativamente grandes.
17 6000 – Especialmente aptas para cortar piezas con resistencia mecánica Diente en flecha forma A Diente en V forma B Diente en V forma C
de baja a mediana. Gracias a la forma del diente divisora de la
viruta se consigue una producción de viruta especialmente alta.
Observe: Si la pieza de trabajo no se corta del todo, sino que 17 5000 1_
solo se ranura, en la superficie de fondo del corte se forma una 17 5500 Macho de prerroscado 3 1_ 3
ranura adicional por el diente de corte previo sobresaliente de la
hoja de sierra.
45°
Nota: Las diferencias con respecto a la marcha concéntrica y el alabeo
admisibles según DIN 1840 no se alcanzan en gran medida, en Diente finalizador
ocasiones llegan al 50 %. 17 6000
Asientos para hojas de sierra
⌀ 20 – 100 mm
ver n.° 34 5510 / 34 5555
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M K N
17 5000 37 22 20 15 11 11 27 400 ● ● ○ ○
17 5500/ 6000 800 600 37 22 20 15 11 11 27 400 ● ● ○ ○
⌀×grosor 17A 17 5000 Espesor ⌀ de perfora- Número de ⌀×grosor 17A 17 5000 Espesor ⌀ de perfora- Número de
ción dientes Z ción dientes Z
Hoja de sierra circular de metal Hoja de sierra circular de metal
mm fino mm mm mm fino mm mm
20×0,2 27,95 0,2 5 80 25×2,5 38,21 2,5 8 40
17 20×0,25 (27,95) 0,25 5 5 64 32×0,2 (46,17) 0,2 8 8 100
25×3
3
32
31,72
64
27,95
20×0,3
0,3
20×0,4 27,95 0,4 5 64 32×0,25 (31,72) 0,25 8 100
20×0,5 25,15 0,5 5 50 32×0,3 31,72 0,3 8 80
20×0,6 25,15 0,6 5 50 32×0,4 31,72 0,4 8 80
20×0,8 25,15 0,8 5 50 32×0,5 30,24 0,5 8 80
20×1 25,15 1 5 40 32×0,6 30,24 0,6 8 64
20×1,2 26,92 1,2 5 40 32×0,8 30,24 0,8 8 64
20×1,6 29,65 1,6 5 40 32×1 30,24 1 8 64 Discos de sierra circular de metal para usos especiales
20×2 30,97 2 5 32 32×1,2 32,90 1,2 8 50 i
20×2,5 (34,67) 2,5 5 32 32×1,6 35,85 1,6 8 50
20×3 (44,54) 3 5 32 32×2 38,80 2 8 50
20×6 (68,73) 6 5 24 32×2,5 42,48 2,5 8 40
25×0,2 (28,61) 0,2 8 80 32×3 50,44 3 8 40
25×0,3 (28,61) 0,3 8 80 32×6 (76,70) 6 8 32
25×0,4 (28,61) 0,4 8 64 40×0,2 38,21 0,2 10 128
25×0,5 26,25 0,5 8 64 40×0,25 (38,21) 0,25 10 100
25×0,6 26,25 0,6 8 64 40×0,3 38,21 0,3 10 100
25×0,8 26,25 0,8 8 50 40×0,4 38,21 0,4 10 100
25×1 26,25 1 8 50 40×0,5 38,21 0,5 10 80
25×1,2 29,65 1,2 8 50 40×0,6 38,21 0,6 10 80
25×1,6 31,72 1,6 8 40 40×0,8 38,21 0,8 10 80
25×2 34,08 2 8 40 40×1 38,21 1 10 64
▶▶
348