
Page 150 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 150
USER GUIDE
MULTIFUNCTION TOOLS
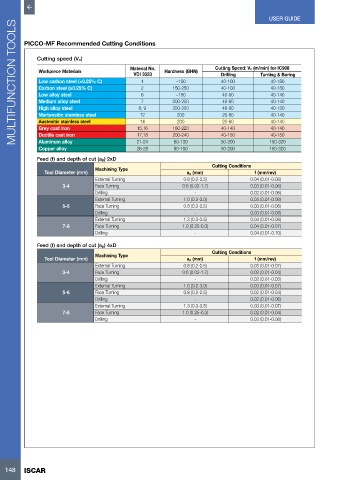
PICCO-MF Recommended Cutting Conditions
Cutting speed (Vc)
Material No. Cutting Speed: Vc (m/min) for IC908
Workpiece Materials Hardness (BHN)
VDI 3323 Drilling Turning & Boring
Low carbon steel (<0.25% C) 1 ~150 40-100 40-180
Carbon steel (≥0.25% C) 2 150-250 40-100 40-180
Low alloy steel 6 ~180 40-80 40-140
Medium alloy steel 7 200-250 40-80 40-140
High alloy steel 8, 9 250-350 40-60 40-120
Martensitic stainless steel 12 200 20-60 40-140
Austenitic stainless steel 14 200 20-60 40-140
Grey cast iron 15,16 180-220 40-140 40-140
Ductile cast iron 17,18 200-240 40-150 40-150
Aluminum alloy 21-24 60-130 50-200 150-320
Copper alloy 26-28 90-100 50-200 150-320
Feed (f) and depth of cut (ap) 2xD
Cutting Conditions
Machining Type
Tool Diameter (mm) ap (mm) f (mm/rev)
External Turning 0.8 (0.2-2.5) 0.04 (0.01-0.08)
3-4 Face Turning 0.6 (0.02-1.7) 0.03 (0.01-0.06)
Drilling - 0.02 (0.01-0.06)
External Turning 1.0 (0.2-3.0) 0.04 (0.01-0.08)
5-6 Face Turning 0.8 (0.2-2.5) 0.03 (0.01-0.06)
Drilling - 0.03 (0.01-0.08)
External Turning 1.3 (0.3-3.5) 0.04 (0.01-0.08)
7-8 Face Turning 1.0 (0.25-0.3) 0.04 (0.01-0.07)
Drilling - 0.04 (0.01-0.10)
Feed (f) and depth of cut (ap) 4xD
Cutting Conditions
Machining Type
Tool Diameter (mm) ap (mm) f (mm/rev)
External Turning 0.8 (0.2-2.5) 0.03 (0.01-0.07)
3-4 Face Turning 0.6 (0.02-1.7) 0.02 (0.01-0.04)
Drilling - 0.02 (0.01-0.05)
External Turning 1.0 (0.2-3.0) 0.03 (0.01-0.07)
5-6 Face Turning 0.8 (0.2-2.5) 0.02 (0.01-0.04)
Drilling - 0.02 (0.01-0.06)
External Turning 1.3 (0.3-3.5) 0.03 (0.01-0.07)
7-8 Face Turning 1.0 (0.25-0.3) 0.02 (0.01-0.04)
Drilling - 0.03 (0.01-0.08)
148 ISCAR