
Page 146 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 146
USER GUIDE
MULTIFUNCTION TOOLS
User guide for DRG-MF User Guide for Turn-Mill Machines
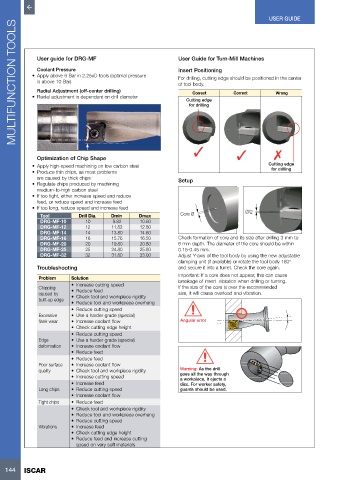
Coolant Pressure Insert Positioning
• Apply above 6 Bar in 2.25xD tools (optimal pressure For drilling, cutting edge should be positioned in the center
is above 10 Bar). of tool body.
Radial Adjustment (off-center drilling) Correct Correct Wrong
• Radial adjustment is dependent on drill diameter
Cutting edge
for drilling
Optimization of Chip Shape
• Apply high-speed machining on low carbon steel Cutting edge
• Produce thin chips, as most problems for drilling
are caused by thick chips Setup
• Regulate chips produced by machining
medium-to-high carbon steel
• If too tight, either increase speed and reduce
feed, or reduce speed and increase feed
• If too long, reduce speed and increase feed Ø/2
Tool Drill Dia. Dmin Dmax Core Ø
DRG-MF-10 10 9.82 10.60
DRG-MF-12 12 11.82 12.60
DRG-MF-14 14 13.80 14.60
DRG-MF-16 16 15.76 16.50 Check formation of core and its size after drilling 3 mm to
DRG-MF-20 20 19.80 20.60 6 mm depth. The diameter of the core should be within
DRG-MF-25 25 24.80 25.80 0.15-0.45 mm.
DRG-MF-32 32 31.80 33.00 Adjust Y-axis of the tool body by using the new adjustable
clamping unit (if available) or rotate the tool body 180°
Troubleshooting and secure it into a turret. Check the core again.
Important: If a core does not appear, this can cause
Problem Solution breakage of insert vibration when drilling or turning.
• Increase cutting speed
Chipping • Reduce feed If the size of the core is over the recommended
caused by • Check tool and workpiece rigidity size, it will cause overload and vibration.
built-up edge
• Reduce tool and workpiece overhang
• Reduce cutting speed
Excessive • Use a harder grade (special)
flank wear • Increase coolant flow Angular error
• Check cutting edge height
• Reduce cutting speed
Edge • Use a harder grade (special)
deformation • Increase coolant flow
• Reduce feed
• Reduce feed
Poor surface • Increase coolant flow
quality • Check tool and workpiece rigidity Warning: As the drill
• Increase cutting speed goes all the way through
a workpiece, it ejects a
• Increase feed disc. For worker safety,
Long chips • Reduce cutting speed guards should be used.
• Increase coolant flow
Tight chips • Reduce feed
• Check tool and workpiece rigidity
• Reduce tool and workpiece overhang
• Reduce cutting speed
Vibrations • Increase feed
• Check cutting edge height
• Reduce feed and increase cutting
speed on very soft materials
144 ISCAR