
Page 184 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 184
USER GUIDE
SOLID CARBIDE DRILLS
Regrinding Instructions
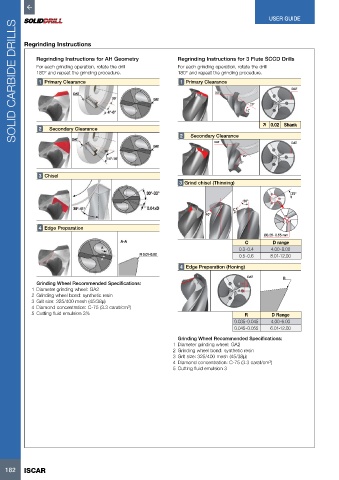
Regrinding Instructions for AH Geometry Regrinding Instructions for 3 Flute SCCD Drills
For each grinding operation, rotate the drill For each grinding operation, rotate the drill
180° and repeat the grinding procedure. 180° and repeat the grinding procedure.
1 Primary Clearance 1 Primary Clearance
DAT
D
DAT
AT
20°
10˚
0.02 Shank
2 Secondary Clearance
2 Secondary Clearance
DAT DAT
20°
20°
25°
25°
3 Chisel
3 Grind chisel (Thinning)
35°
30°
C
40°
4 Edge Preparation
Ø0.25- 0.55 mm
C D range
0.3-0.4 4.00-8.00
0.5-0.6 8.01-12.00
4 Edge Preparation (Honing)
DAT R
Grinding Wheel Recommended Specifications: A
1 Diameter grinding wheel: GA2 A
2 Grinding wheel bond: synthetic resin
3 Grit size: 325/400 mesh (45/38µ)
3
4 Diamond concentration: C-75 (3.3 carat/cm )
5 Cutting fluid emulsion 3% R D Range
0.035-0.045 4.00-6.00
0.045-0.055 6.01-12.00
Grinding Wheel Recommended Specifications:
1 Diameter grinding wheel: GA2
2 Grinding wheel bond: synthetic resin
3 Grit size: 325/400 mesh (45/38µ)
3
4 Diamond concentration: C-75 (3.3 carat/cm )
5 Cutting fluid emulsion 3
182 ISCAR