
Page 180 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 180
USER GUIDE
SOLID CARBIDE DRILLS
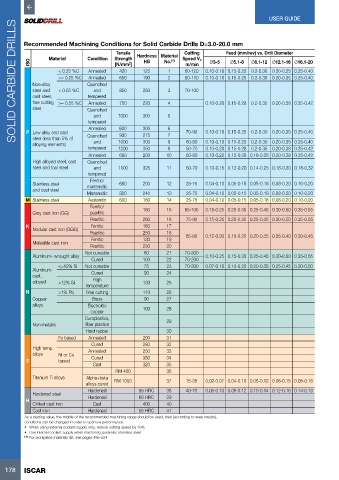
Recommended Machining Conditions for Solid Carbide Drills D=3.0-20.0 mm
Tensile Cutting Feed (mm/rev) vs. Drill Diameter
Material Condition Strength Hardness Material Speed Vc
ISO [N/mm ] HB No. (1) m/min Ø3-5 Ø5.1-8 Ø8.1-12 Ø12.1-16 Ø16.1-20
2
< 0.25 %C Annealed 420 125 1 80-120 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
>= 0.25 %C Annealed 650 190 2 80-110 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
Non-alloy Quenched
steel and < 0.55 %C and 850 250 3 70-100
cast steel, tempered
free cutting >= 0.55 %C Annealed 750 220 4 0.10-0.20 0.15-0.28 0.2-0.35 0.20-0.38 0.25-0.42
steel Quenched
and 1000 300 5
tempered
Annealed 600 200 6
P Low alloy and cast 930 275 7 70-90 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
steel (less than 5% of Quenched 1000 300 8 60-80 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
and
alloying elements)
tempered 1200 350 9 50-70 0.10-0.20 0.15-0.28 0.2-0.35 0.20-0.38 0.25-0.42
Annealed 680 200 10 60-80 0.10-0.20 0.15-0.28 0.18-0.35 0.20-0.38 0.25-0.42
High alloyed steel, cast Quenched
steel and tool steel and 1100 325 11 50-70 0.10-0.15 0.12-0.20 0.14-0.25 0.16-0.30 0.18-0.32
tempered
Ferritic/
Stainless steel martensitic 680 200 12 25-75 0.04-0.10 0.05-0.15 0.05-0.18 0.08-0.20 0.10-0.20
and cast steel
Martensitic 820 240 13 25-75 0.04-0.10 0.05-0.15 0.05-0.18 0.08-0.20 0.10-0.20
M Stainless steel Austenitic 600 180 14 25-75 0.04-0.10 0.05-0.15 0.05-0.18 0.08-0.20 0.10-0.20
Ferritic/ 180 15 85-105 0.15-0.25 0.20-0.35 0.25-0.45 0.30-0.50 0.35-0.55
Grey cast iron (GG) pearlitic
Pearlitic 260 16 75-90 0.15-0.25 0.20-0.35 0.25-0.45 0.30-0.50 0.35-0.55
K Ferritic 160 17
Nodular cast iron (GGG)
Pearlitic 250 18 65-80 0.12-0.20 0.15-0.25 0.20-0.35 0.25-0.40 0.30-0.45
Ferritic 130 19
Malleable cast iron
Pearlitic 230 20
Not cureable 60 21 70-300
Aluminum- wrought alloy 0.10-0.25 0.15-0.35 0.25-0.45 0.30-0.50 0.35-0.55
Cured 100 22 70-200
<=12% Si Not cureable 75 23 70-300 0.07-0.18 0.12-0.25 0.20-0.35 0.25-0.45 0.30-0.50
Aluminum- Cured 90 24
cast,
alloyed >12% Si High 130 25
temperature
N >1% Pb Free cutting 110 26
Copper Brass 90 27
alloys Electrolitic
copper 100 28
Duroplastics, 29
Non-metallic fiber plastics
Hard rubber 30
Fe based Annealed 200 31
Cured 280 32
High temp. Annealed 250 33
alloys Ni or Co
S based Cured 350 34
Cast 320 35
RM 400 36
Titanium Ti alloys Alpha+beta
alloys cured RM 1050 37 15-35 0.02-0.07 0.04-0.10 0.06-0.12 0.08-0.15 0.08-0.18
Hardened 55 HRC 38 40-70 0.06-0.10 0.08-0.12 0.10-0.14 0.12-0.16 0.14-0.18
Hardened steel
H Hardened 60 HRC 39
Chilled cast iron Cast 400 40
Cast iron Hardened 55 HRC 41
As a starting value, the middle of the recommended machining range should be used, then (according to wear results),
conditions can be changed in order to optimize performance.
• When using external coolant supply only, reduce cutting speed by 10%
• Use internal coolant supply when machining austenitic stainless steel
(1) For workpiece materials list, see pages 495-524
178 ISCAR