
Page 198 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 198
USER GUIDE
DEEP DRILLING - BTA SYSTEM
Spare Parts
Diameter Insert Insert Clamping Screw Key N*m Solid Carbide Guide Pad Key
Range Guide Pad Clamping Screw
14.00-15.99 TOGT 070304-DT/GF SR 14-560/S T-8 1.2 GPS-05-18-060-DC
16.00-18.00 TOGT 080305-DT/GF SR 14-560/S T-8 1.2 GPS-06-20-075-DC
18.01-20.00 TOGT 090305-DT/GF SR 14-560/S T-8 1.2 GPS-06-20-085-DC
20.01-20.99 TOGT 100305-DT/GF GPS-06-20-085-DC SR 34-508 T-7
21.00-21.99 TOGT 100305-DT/GF SR 34-506 T-9 2.0 GPS-06-20-100-DC
22.00-25.00 TOGT 110405-DT/GF SR 14-571/S T-15 4.8 GPS-06-20-100-DC
25.01-28.00 TOGT 120405-DT/GF SR 14-506 T-15 4.8 GPS-06-20-120-DC
28.01-29.99 TOGT 130408-DT/GF GPS-06-20-120-DC SR 34-508 T-7/5
30.00-32.00 TOGT 130408-DT/GF SR 16-212/L10 T20/5 10 GPS-07-20-120-DC
32.01-39.01 TOGT 140510-DT/GF GPS-07-20-120-DC SR11201753-4 T-9/5
39.01-40.00 TOGT 140510-DT/GF GPS-08-25-155-DC
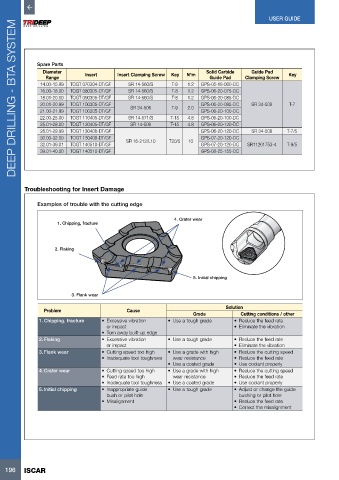
Troubleshooting for Insert Damage
Examples of trouble with the cutting edge
4. Crater wear
1. Chipping, fracture
2. Flaking
5. Initial chipping
3. Flank wear
Solution
Problem Cause
Grade Cutting conditions / other
1. Chipping, fracture • Excessive vibration • Use a tough grade • Reduce the feed rate
or impact • Eliminate the vibration
• Torn away built-up edge
2. Flaking • Excessive vibration • Use a tough grade • Reduce the feed rate
or impact • Eliminate the vibration
3. Flank wear • Cutting speed too high • Use a grade with high • Reduce the cutting speed
• Inadequate tool toughness wear resistance • Reduce the feed rate
• Use a coated grade • Use coolant properly
4. Crater wear • Cutting speed too high • Use a grade with high • Reduce the cutting speed
• Feed rate too high wear resistance • Reduce the feed rate
• Inadequate tool toughness • Use a coated grade • Use coolant properly
5. Initial chipping • Inappropriate guide • Use a tough grade • Adjust or change the guide
bush or pilot hole bushing or pilot hole
• Misalignment • Reduce the feed rate
• Correct the misalignment
196 ISCAR