
Page 321 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 321
USER GUIDE
REAMERS
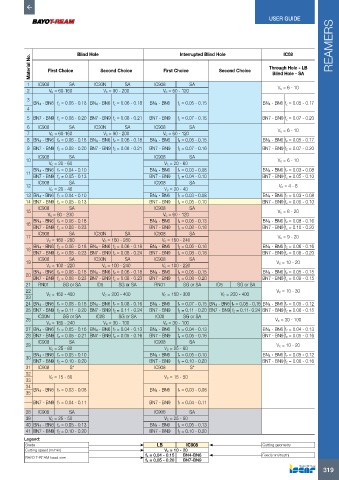
Blind Hole Interrupted Blind Hole IC08
Material No. First Choice Second Choice First Choice Second Choice Through Hole - LB
Blind Hole - SA
1 IC908 SA IC30N SA IC908 SA Vc = 6 - 10
2 Vc = 60-160 Vc = 90 - 200 Vc = 60 - 120
3
BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 BN4 - BN6 fz = 0.05 - 0.17
4
5 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.21 BN7 - BN9 fz = 0.07 - 0.16 BN7 - BN9 fz = 0.07 - 0.20
6 IC908 SA IC30N SA IC908 SA Vc = 6 - 10
7 Vc = 60-160 Vc = 90 - 200 Vc = 60 - 120
8 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 BN4 - BN6 fz = 0.05 - 0.17
9 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.21 BN7 - BN9 fz = 0.07 - 0.16 BN7 - BN9 fz = 0.07 - 0.20
IC908 SA IC908 SA
10 Vc = 6 - 10
Vc = 20 - 60 Vc = 20 - 60
BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
11
BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.04 - 0.10 BN7 - BN9 fz = 0.05 - 0.10
IC908 SA IC908 SA
12 Vc = 4 - 8
Vc = 20 - 40 Vc = 20 - 40
13 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
14 BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.05 - 0.10 BN7 - BN9 fz = 0.05 - 0.10
IC908 SA IC908 SA
15 Vc = 8 - 20
Vc = 80 - 200 Vc = 60 - 120
BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.08 - 0.16
16
BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.18 BN7 - BN9 fz = 0.10 - 0.20
IC908 SA IC30N SA IC908 SA
17 Vc = 9 - 20
Vc = 160 - 280 Vc = 160 - 280 Vc = 160 - 240
BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.16 BN4 - BN6 fz = 0.06 - 0.16
18
BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.24 BN7 - BN9 fz = 0.08 - 0.18 BN7 - BN9 fz = 0.08 - 0.20
IC908 SA IC30N SA IC908 SA
19 Vc = 10 - 20
Vc = 100 - 220 Vc = 100 - 240 Vc = 100 - 220
BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15 BN4 - BN6 fz = 0.05 - 0.15
20
BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.23 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.15
21 RN01 SG or SA ID5 SG or SA RN01 SG or SA ID5 SG or SA
22 Vc = 10 - 30
23 Vc = 150 - 400 Vc = 200 - 400 Vc = 150 - 300 Vc = 200 - 400
24 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.07 - 0.15 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.05 - 0.12
25 BN7 - BN9 fz = 0.11 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.20 BN7 - BN9 fz = 0.11- 0.24 BN7 - BN9 fz = 0.08 - 0.15
IC30N SG or SA IC08 SG or SA IC08 SG or SA
26 Vc = 30 - 100
Vc = 180 - 240 Vc = 30 - 100 Vc = 30 - 100
27 BN4 - BN6 fz = 0.05 - 0.16 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13
28 BN7 - BN9 fz = 0.05 - 0.21 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16
IC908 SA IC908 SA
29 Vc = 10 - 20
Vc = 25 - 80 Vc = 25 - 80
BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12
30
BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.08 - 0.16
31 IC908 S* IC908 S*
32
33 Vc = 15 - 50 Vc = 15 - 50
34 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
35
BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.04 - 0.11
38 IC908 SA IC908 SA
39 Vc = 25 - 50 Vc = 25 - 50
40 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.05 - 0.13
41 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20
Legend:
Grade LB IC908 Cutting geometry
Cutting speed [m/min] Vc = 10 - 20
fz = 0.04 - 0.15 BN4-BN6 Feed [mm/tooth]
BAYO T-REAM head size
fz = 0.05 - 0.20 BN7-BN9
319