
Page 322 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 322
USER GUIDE
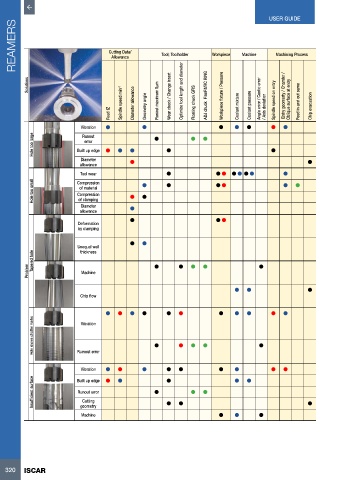
REAMERS Cutting Data/ Tool; Toolholder Workpiece Machine Machining Process
Allowance
Solutions Wear check / Change insert Optimize tool length and diameter ADJ chuck FineFit/RC RING Workpiece fixture / Pressure Angle error / Centic error Entry geomerty / Chamfer / Oblique surface at entry
Feed fZ Spindle speed min -1 Diameter allowance Geometry angle Runout maximum 5µm Floating chuck GFIS Coolant mixture Coolant pressure / Axis deviation Spindle speed on entry Feed in and out same Chip evacuation
• • • • • • •
Vibration
Hole too large Built up edge • • • • • • • •
Runout
error
Diameter • •
allowance
• •• •••• •
Tool wear
•
Hole too small Compression • • • •• • •
of material
Compression
of clamping
Diameter •
allowance
• ••
Deformation
by clamping
• •
Unequal wall
thickness
Tapered hole • • • • •
Problem Machine
• • •
Chip flow
• • • • • • • • • • •
Hole shows chatter marks Rumout error • • • • •
Vibration
• • • • • • • • •
Vibration • • • • •
Insufficient surface Built up edge • • • • • •
Runout error
Cutting
geometry
Machine • • •
320 ISCAR