
Page 92 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 92
USER GUIDE
INDEXABLE DRILLS Mtl. No. 80-110-140 Feed vs. Drill Diameter Indication of Drill Head Wear 0.2-0.3
Cutting Condition Recommendations
CHAMIQDRILL
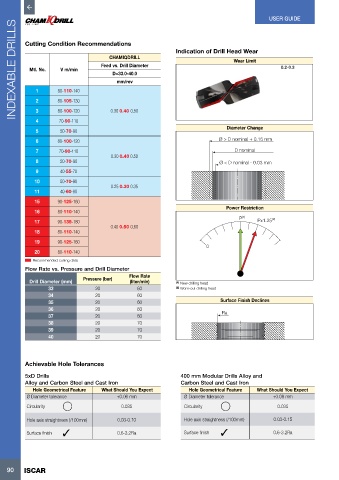
Wear Limit
V m/min
D=33.0-40.0
mm/rev
1
2
3
80-100-120
4 80-105-130 0.30 0.40 0.50
70-90-110
Diameter Change
5 50-70-90
6 80-100-120 Ø > D nominal + 0.15 mm
7 70-90-110 D nominal
0.30 0.40 0.50
8 50-70-90 Ø < D nominal - 0.03 mm
9 40-55-70
10 50-70-90
0.25 0.30 0.35
11 40-60-80
15 90-125-160
Power Restriction
16 80-110-140
P (1) (2)
17 90-135-180 Px1.25
0.40 0.50 0.60
18 80-110-140
19 90-125-160
0
20 80-110-140
Recommended cutiing data
Flow Rate vs. Pressure and Drill Diameter
Flow Rate
Drill Diameter (mm) Pressure (bar) (liter/min) (1) New drilling head
33 20 60 (2) Worn-out drilling head
34 20 60
35 20 60 Surface Finish Declines
36 20 60
37 20 60 Ra
38 20 70
39 20 70
40 20 70
Achievable Hole Tolerances
5xD Drills 400 mm Modular Drills Alloy and
Alloy and Carbon Steel and Cast Iron Carbon Steel and Cast Iron
Hole Geometrical Feature What Should You Expect Hole Geometrical Feature What Should You Expect
Ø Diameter tolerance +0.06 mm Ø Diameter tolerance +0.06 mm
Circularity 0.035 Circularity 0.035
Hole axis straightness (/100mm) 0.03-0.10 Hole axis straightness (/100mm) 0.03-0.15
Surface finish 0.6-3.2Ra Surface finish 0.6-3.2Ra
90 ISCAR