
Page 87 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 87
USER GUIDE
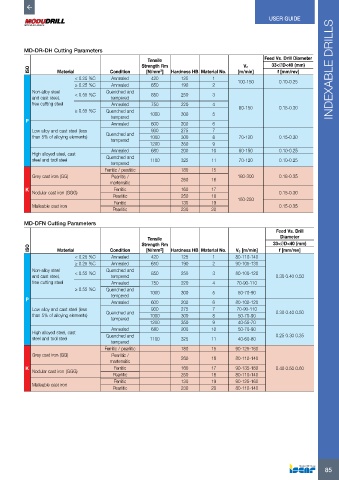
MD-DR-DH Cutting Parameters
Tensile Feed Vs. Drill Diameter
ISO Material Condition Strength Rm Hardness HB Material No. [m/min] 33<ØD<40 (mm) INDEXABLE DRILLS
Vc
[N/mm ]
f [mm/rev]
2
< 0.25 %C Annealed 420 125 1 100-150 0.10-0.25
≥ 0.25 %C Annealed 650 190 2
Non-alloy steel < 0.55 %C Quenched and 850 250 3
and cast steel, tempered
free cutting steel Annealed 750 220 4
≥ 0.55 %C Quenched and 80-150 0.15-0.30
tempered 1000 300 5
P
Annealed 600 200 6
Low alloy and cast steel (less 930 275 7
than 5% of alloying elements) Quenched and 1000 300 8 70-120 0.15-0.30
tempered
1200 350 9
Annealed 680 200 10 80-150 0.10-0.25
High alloyed steel, cast Quenched and
steel and tool steel 1100 325 11 70-120 0.10-0.25
tempered
Ferritic / pearlitic 180 15
Grey cast iron (GG) Pearlitic / 180-300 0.18-0.35
martensitic 260 16
K Ferritic 160 17
Nodular cast iron (GGG) 0.15-0.30
Pearlitic 250 18 150-250
Ferritic 130 19
Malleable cast iron 0.15-0.35
Pearlitic 230 20
MD-DFN Cutting Parameters
Feed Vs. Drill
Tensile Diameter
ISO Material Condition Strength Rm Hardness HB Material No. Vc [m/min] 33<ØD<40 (mm)
2
f [mm/rev]
[N/mm ]
< 0.25 %C Annealed 420 125 1 80-110-140
≥ 0.25 %C Annealed 650 190 2 90-105-130
Non-alloy steel < 0.55 %C Quenched and 850 250 3 80-100-120
and cast steel, tempered 0.30 0.40 0.50
free cutting steel Annealed 750 220 4 70-90-110
≥ 0.55 %C Quenched and
tempered 1000 300 5 50-70-90
P
Annealed 600 200 6 80-100-120
Low alloy and cast steel (less 930 275 7 70-90-110 0.30 0.40 0.50
than 5% of alloying elements) Quenched and 1000 300 8 50-70-90
tempered
1200 350 9 40-55-70
Annealed 680 200 10 50-70-90
High alloyed steel, cast 0.25 0.30 0.35
steel and tool steel Quenched and 1100 325 11 40-60-80
tempered
Ferritic / pearlitic 180 15 90-125-160
Grey cast iron (GG) Pearlitic /
martensitic 260 16 80-110-140
K Ferritic 160 17 90-135-180 0.40 0.50 0.60
Nodular cast iron (GGG)
Pearlitic 250 18 80-110-140
Ferritic 130 19 90-125-160
Malleable cast iron
Pearlitic 230 20 80-110-140
85