
Page 245 - ISCAR(TURNING-CATALOG-42-2022)
P. 245
USER GUIDE
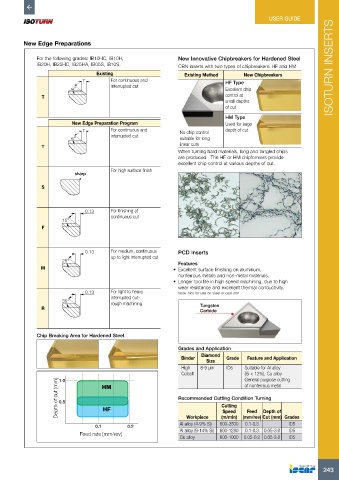
New Edge Preparations
For the following grades: IB10HC, IB10H, New Innovative Chipbreakers for Hardened Steel
IB20H, IB25HC, IB25HA, IB05S, IB10S. CBN inserts with two types of chipbreakers: HF and HM ISOTURN INSERTS
Existing Existing Method New Chipbreakers
T For continuous and HF Type
α° interrupted cut Excellent chip
T control at
small depths
of cut
HM Type
New Edge Preparation Program Used for large
T For continuous and No chip control depth of cut
α° interrupted cut suitable for long
T linear cuts
When turning hard materials, long and tangled chips
are produced. The HF or HM chipformers provide
excellent chip control at various depths of cut.
For high surface finish
sharp
S
0.13 For finishing at
continuous cut
15°
F
0.13 For medium, continuous PCD Inserts
up to light interrupted cut
25° Features
M • Excellent surface finishing on aluminum,
nonferrous metals and non-metal materials.
• Longer tool life in high speed machining, due to high
wear resistance and excellent thermal conductivity.
0.13 For light to heavy Note: Not for use on steel or cast iron
interrupted cut-
35° rough machining
R Tungsten
Carbide
Chip Breaking Area for Hardened Steel
Grades and Application
Diamond
Binder Grade Feature and Application
Size
High 8-9 µm ID5 Suitable for Al alloy
Cobalt (Si < 12%), Cu alloy
General purpose cutting
Depth of cut [mm] 0.5 HM Recommended Cutting Condition Turning
1.0
of nonferrous metal
Cutting
HF
Speed
Depth of
Feed
Workpiece
(m/min)
Al alloy (4-9% Si) 800-2500 (mm/rev) Cut (mm) Grades
ID5
0.1-0.3
0.1 0.2
Feed rate [mm/rev] Al alloy (9-14% Si) 600-1280 0.1-0.3 0.05-3.0 ID5
Cu alloy 600-1000 0.05-0.2 0.05-3.0 ID5
243