
Page 247 - ISCAR(TURNING-CATALOG-42-2022)
P. 247
USER GUIDE
ISOTURN INSERTS
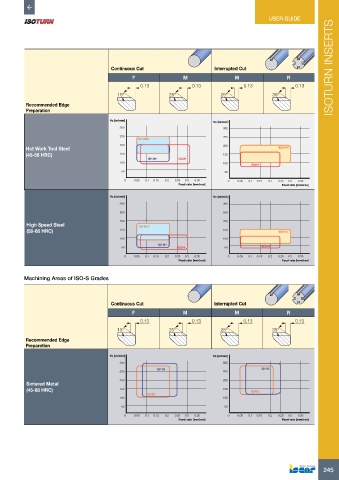
Continuous Cut Interrupted Cut
F M M R
0.13 0.13 0.13 0.13
15° 25° 25° 35°
Recommended Edge
Preparation
Vc [m/min] Vc [m/min]
300 300
250 250
IB10HC
200 200
Hot Work Tool Steel IB25HC
(45-56 HRC) 150 150
IB10H IB20H
100 100
IB20H
50 50
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
Feed rate [mm/rev] Feed rate [mm/rev]
Vc [m/min] Vc [m/min]
300 300
250 250
200 200
High Speed Steel IB10HC
(58-66 HRC) 150 150 IB25HC
100 100
IB10H
50 IB20H 50 IB20H
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
Feed rate [mm/rev] Feed rate [mm/rev]
Machining Areas of ISO-S Grades
Continuous Cut Interrupted Cut
F M M R
0.13 0.13 0.13 0.13
15° 25° 25° 35°
Recommended Edge
Preparation
Vc [m/min] Vc [m/min]
300 300
IB10S IB10S
250 250
200 200
Sintered Metal
(45-68 HRC) 150 150 IB05S
IB05S
100 100
50 50
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
Feed rate [mm/rev] Feed rate [mm/rev]
245