
Page 254 - ISCAR(TURNING-CATALOG-42-2022)
P. 254
USER GUIDE
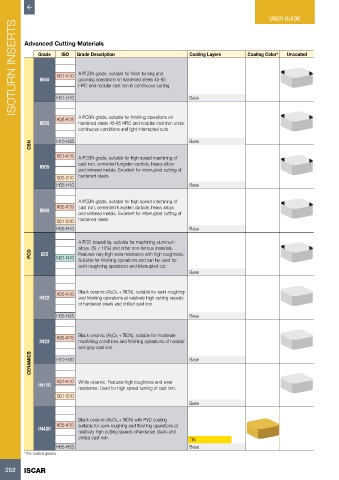
ISOTURN INSERTS Advanced Cutting Materials Coating Layers Coating Color* Uncoated
ISO
Grade
Grade Description
A PCBN grade, suitable for finish turning and
K01-K10
IB50
grooving operations on hardened steels 45-65
HRC and nodular cast iron in continuous cutting.
H01-H10
K05-K15 A PCBN grade, suitable for finishing operations on Base
IB55 hardened steels 45-65 HRC and nodular cast iron under
continuous conditions and light interrupted cuts.
CBN H10-H25 Base
K01-K15 A PCBN grade, suitable for high speed machining of
cast iron, cemented tungsten carbide, heavy alloys
IB85
and sintered metals. Excellent for interrupted cutting of
S05-S10 hardened steels.
H05-H10 Base
A PCBN grade, suitable for high speed machining of
K05-K15 cast iron, cemented tungsten carbide, heavy alloys
IB90
and sintered metals. Excellent for interrupted cutting of
S01-S10 hardened steels.
H05-H10 Base
A PCD brazed tip, suitable for machining aluminum
alloys (Si < 12%) and other non-ferrous materials.
PCD ID5 N01-N10 Features very high wear resistance with high toughness.
Suitable for finishing operations and can be used for
semi roughning operations and interrupted cut.
Base
K05-K10 Black ceramic (Al2O3 + TiCN), suitable for semi-roughing
IN22 and finishing operations at relatively high cutting speeds
of hardened steels and chilled cast iron.
H05-H25 Base
K05-K15 Black ceramic (Al2O3 + TiCN), suitable for moderate
IN23 machining conditions and finishing operations of nodular
and gray cast iron.
CERAMICS H10-H30 Base
K01-K10 White ceramic. Features high toughness and wear
IN110
resistance. Used for high speed turning of cast iron.
S01-S10
Base
Black ceramic (Al2O3 + TiCN) with PVD coating
K05-K10 suitable for semi-roughing and finishing operations at
IN420
relatively high cutting speeds ofhardened steels and
chilled cast iron. TiN
H05-H25 Base
* For coated grades
252 ISCAR