
Page 844 - 21-036 APPLITEC catalogue.indb
P. 844
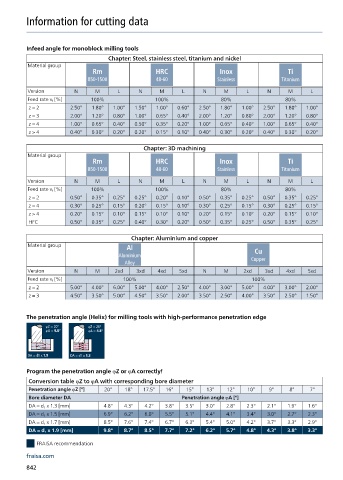
Information for cutting data
Infeed angle for monoblock milling tools
Chapter: Steel, stainless steel, titanium and nickel
Material group
Rm HRC Inox Ti
850-1500 48-60 Stainless Titanium
Version N M L N M L N M L N M L
Feed rate v f [%] 100% 100% 80% 80%
z = 2 2.50° 1.80° 1.00° 1.50° 1.00° 0.60° 2.50° 1.80° 1.00° 2.50° 1.80° 1.00°
z = 3 2.00° 1.20° 0.80° 1.00° 0.65° 0.40° 2.00° 1.20° 0.80° 2.00° 1.20° 0.80°
z = 4 1.00° 0.65° 0.40° 0.50° 0.35° 0.20° 1.00° 0.65° 0.40° 1.00° 0.65° 0.40°
z > 4 0.40° 0.30° 0.20° 0.20° 0.15° 0.10° 0.40° 0.30° 0.20° 0.40° 0.30° 0.20°
Chapter: 3D machining
Material group
Rm HRC Inox Ti
850-1500 48-60 Stainless Titanium
Version N M L N M L N M L N M L
Feed rate v f [%] 100% 100% 80% 80%
z = 2 0.50° 0.35° 0.25° 0.25° 0.20° 0.10° 0.50° 0.35° 0.25° 0.50° 0.35° 0.25°
z = 4 0.30° 0.25° 0.15° 0.20° 0.15° 0.10° 0.30° 0.25° 0.15° 0.30° 0.25° 0.15°
z > 4 0.20° 0.15° 0.10° 0.15° 0.10° 0.10° 0.20° 0.15° 0.10° 0.20° 0.15° 0.10°
HFC 0.50° 0.35° 0.25° 0.40° 0.30° 0.20° 0.50° 0.35° 0.25° 0.50° 0.35° 0.25°
Chapter: Aluminium and copper
Material group Al
Cu
Aluminium Copper
Alloy
Version N M 2xd 3xd 4xd 5xd N M 2xd 3xd 4xd 5xd
Feed rate v f [%] 100% 100%
z = 2 5.00° 4.00° 6.00° 5.00° 4.00° 2.50° 4.00° 3.00° 5.00° 4.00° 3.00° 2.00°
z = 3 4.50° 3.50° 5.00° 4.50° 3.50° 2.00° 3.50° 2.50° 4.00° 3.50° 2.50° 1.50°
The penetration angle (Helix) for milling tools with high-performance penetration edge
Program the penetration angle jZ or jA correctly!
Conversion table jZ to jA with corresponding bore diameter
Penetration angle jZ [°] 20° 18° 17.5° 16° 15° 13° 12° 10° 9° 8° 7°
Bore diameter DA Penetration angle jA [°]
DA = d 1 x 1.3 [mm] 4.8° 4.3° 4.2° 3.8° 3.5° 3.0° 2.8° 2.3° 2.1° 1.9° 1.6°
DA = d 1 x 1.5 [mm] 6.9° 6.2° 6.0° 5.5° 5.1° 4.4° 4.1° 3.4° 3.0° 2.7° 2.3°
DA = d 1 x 1.7 [mm] 8.5° 7.6° 7.4° 6.7° 6.3° 5.4° 5.0° 4.2° 3.7° 3.3° 2.9°
DA = d 1 x 1.9 [mm] 9.8° 8.7° 8.5° 7.7° 7.2° 6.2° 5.7° 4.8° 4.3° 3.8° 3.3°
FRAISA recommendation
fraisa.com
842