
Page 168 - Carbide drills I Thread cutting tools 2023
P. 168
v c
n
f z
v f
v fc
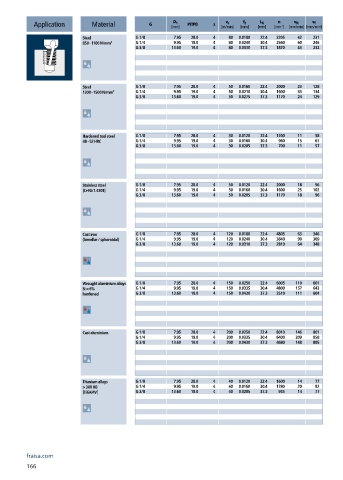
Application Material G [mm] P(TPI) z [m/min] [mm] [mm] [min ] [mm/min] [mm/min]
D 1
L K
-1
Steel G 1/8 7.95 28.0 4 80 0.0180 22.4 3205 42 231
850 - 1100 N/mm² G 1/4 9.95 19.0 4 80 0.0240 30.4 2560 60 246
G 3/8 13.60 19.0 4 80 0.0310 37.3 1870 43 232
Steel G 1/8 7.95 28.0 4 50 0.0160 22.4 2000 23 128
1300 - 1500 N/mm² G 1/4 9.95 19.0 4 50 0.0210 30.4 1600 33 134
G 3/8 13.60 19.0 4 50 0.0275 37.3 1170 24 129
Hardened tool steel G 1/8 7.95 28.0 4 30 0.0120 22.4 1200 11 58
48 - 52 HRC G 1/4 9.95 19.0 4 30 0.0160 30.4 960 15 61
G 3/8 13.60 19.0 4 30 0.0205 37.3 700 11 57
Stainless steel G 1/8 7.95 28.0 4 50 0.0120 22.4 2000 18 96
[Cr-Ni/1.4301] G 1/4 9.95 19.0 4 50 0.0160 30.4 1600 25 102
G 3/8 13.60 19.0 4 50 0.0205 37.3 1170 18 96
Cast iron G 1/8 7.95 28.0 4 120 0.0180 22.4 4805 63 346
(lamellar / spheroidal) G 1/4 9.95 19.0 4 120 0.0240 30.4 3840 90 369
G 3/8 13.60 19.0 4 120 0.0310 37.3 2810 64 348
Wrought aluminium alloys G 1/8 7.95 28.0 4 150 0.0250 22.4 6005 110 601
Si < 6% G 1/4 9.95 19.0 4 150 0.0335 30.4 4800 157 643
hardened G 3/8 13.60 19.0 4 150 0.0430 37.3 3510 111 604
Cast aluminium G 1/8 7.95 28.0 4 200 0.0250 22.4 8010 146 801
G 1/4 9.95 19.0 4 200 0.0335 30.4 6400 209 858
G 3/8 13.60 19.0 4 200 0.0430 37.3 4680 148 805
Titanium alloys G 1/8 7.95 28.0 4 40 0.0120 22.4 1600 14 77
> 300 HB G 1/4 9.95 19.0 4 40 0.0160 30.4 1280 20 82
[Ti6Al4V] G 3/8 13.60 19.0 4 40 0.0205 37.3 935 14 77
fraisa.com
166