
Page 282 - GARR_TOOL(CATALOG_INT)
P. 282
Troubleshooting for Reamers
TECHNICAL PROBLEM SUGGESTIONS
Check part rigidity
Verify speeds and feeds
Hole diameter too large Confirm concentricity of reamer in holder
Confirm diameter of reamer
Check coolant flow and location
Leave more stock before reaming
Reamer worn
Hole diameter too small
Check coolant flow and concentration
Resharpen earlier
Hole was not drilled properly
Leave more stock before reaming
Hole not straight
Confirm concentricity of reamer in holder
Check part rigidity
Reamer worn
Verify speeds and feeds
Part finish Confirm concentricity of reamer in holder
Check coolant flow and location
Check part rigidity
Work material harder than expected
Verify speeds and feeds
Tool life
Not evacuating chips properly
Too light of a cut
Speed too fast
Too light of a feed
Wear
Confirm concentricity of reamer in holder
Check coolant flow, location, and concentration
Verify speeds and feeds
Not evacuating Check coolant flow, location, and concentration
Reamer worn
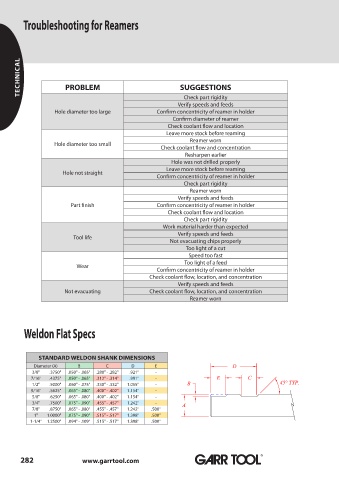
Weldon Flat Specs
STANDARD WELDON SHANK DIMENSIONS
Diameter (A) B C D E
3/8" .3750" .050" - .065" .280" - .282" .921" -
7/16" .4375" .050" - .065" .312" - .314" .991" -
1/2" .5000" .060" - .075" .330" - .332" 1.055" -
9/16" .5625" .065" - .080" .400" - .402" 1.154" -
5/8" .6250" .065" - .080" .400" - .402" 1.154" -
3/4" .7500" .075" - .090" .455" - .457" 1.242" -
7/8" .8750" .065" - .080" .455" - .457" 1.242" .500"
1" 1.0000" .075" - .090" .515" - .517" 1.398" .500"
1-1/4" 1.2500" .094" - .109" .515" - .517" 1.398" .500"
282 www.garrtool.com ®