
Page 281 - GARR_TOOL(CATALOG_INT)
P. 281
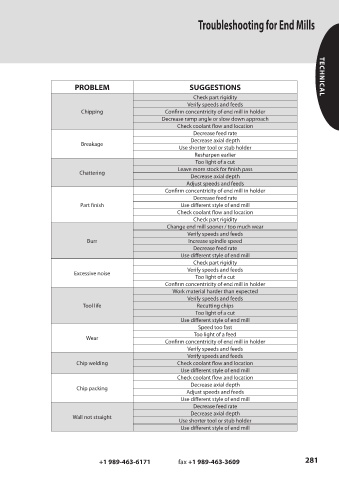
Troubleshooting for End Mills
PROBLEM SUGGESTIONS TECHNICAL
Check part rigidity
Verify speeds and feeds
Chipping Confirm concentricity of end mill in holder
Decrease ramp angle or slow down approach
Check coolant flow and location
Decrease feed rate
Decrease axial depth
Breakage
Use shorter tool or stub holder
Resharpen earlier
Too light of a cut
Leave more stock for finish pass
Chattering
Decrease axial depth
Adjust speeds and feeds
Confirm concentricity of end mill in holder
Decrease feed rate
Part finish Use different style of end mill
Check coolant flow and location
Check part rigidity
Change end mill sooner / too much wear
Verify speeds and feeds
Burr Increase spindle speed
Decrease feed rate
Use different style of end mill
Check part rigidity
Verify speeds and feeds
Excessive noise
Too light of a cut
Confirm concentricity of end mill in holder
Work material harder than expected
Verify speeds and feeds
Tool life Recutting chips
Too light of a cut
Use different style of end mill
Speed too fast
Too light of a feed
Wear
Confirm concentricity of end mill in holder
Verify speeds and feeds
Verify speeds and feeds
Chip welding Check coolant flow and location
Use different style of end mill
Check coolant flow and location
Decrease axial depth
Chip packing
Adjust speeds and feeds
Use different style of end mill
Decrease feed rate
Decrease axial depth
Wall not straight
Use shorter tool or stub holder
Use different style of end mill
+1 989-463-6171 fax +1 989-463-3609 281