
Page 280 - GARR_TOOL(CATALOG_INT)
P. 280
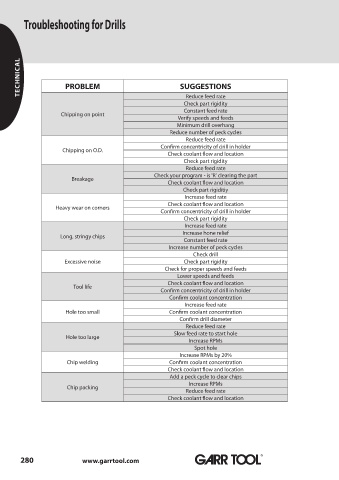
Troubleshooting for Drills
TECHNICAL PROBLEM SUGGESTIONS
Reduce feed rate
Check part rigidity
Constant feed rate
Chipping on point
Verify speeds and feeds
Minimum drill overhang
Reduce number of peck cycles
Reduce feed rate
Confirm concentricity of drill in holder
Chipping on O.D.
Check coolant flow and location
Check part rigidity
Reduce feed rate
Check your program - is 'R' clearing the part
Breakage
Check coolant flow and location
Check part rigiditiy
Increase feed rate
Check coolant flow and location
Heavy wear on corners
Confirm concentricity of drill in holder
Check part rigidity
Increase feed rate
Increase hone relief
Long, stringy chips
Constant feed rate
Increase number of peck cycles
Check drill
Excessive noise Check part rigidity
Check for proper speeds and feeds
Lower speeds and feeds
Check coolant flow and location
Tool life
Confirm concentricity of drill in holder
Confirm coolant concentration
Increase feed rate
Hole too small Confirm coolant concentration
Confirm drill diameter
Reduce feed rate
Slow feed rate to start hole
Hole too large
Increase RPMs
Spot hole
Increase RPMs by 20%
Chip welding Confirm coolant concentration
Check coolant flow and location
Add a peck cycle to clear chips
Increase RPMs
Chip packing
Reduce feed rate
Check coolant flow and location
280 www.garrtool.com ®