
Page 561 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 561
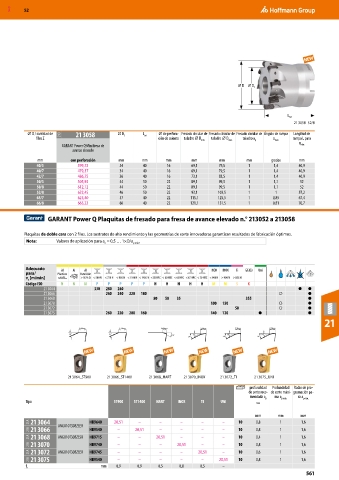
MXD 52
⌀ D ⌀ D 3
L tot
21 3058_52/8
⌀ D / cantidad de 21O 21 3058 ⌀ D 3 L tot ⌀ de perfora- Fresado circular de Fresado circular de Fresado circular de Ángulo de rampa Longitud de
filos Z ción de asiento taladro ⌀ D mín. taladro ⌀ D máx. taladro a p α máx. rampa L para
GARANT Power Q Mini fresa de α máx.
avance elevado
mm con perforación mm mm mm mm mm mm grados mm
40/5 399,72 34 40 16 69,1 79,5 1 1,4 40,9
40/7 479,37 34 40 16 69,1 79,5 1 1,4 40,9
42/7 486,75 36 40 16 73,1 83,5 1 1,4 40,9
50/5 505,92 44 50 22 89,1 99,5 1 1,1 52
50/8 612,12 44 50 22 89,1 99,5 1 1,1 52
52/8 622,45 46 50 22 93,1 103,5 1 1 57,2
63/7 625,40 57 40 22 115,1 125,5 1 0,85 67,4
66/8 665,22 60 40 22 121,1 131,5 1 0,81 70,7
GARANT Power Q Plaquitas de fresado para fresa de avance elevado n.° 213052 a 213058
Plaquitas de doble cara con 2 filos. Los sustratos de alto rendimiento y las geometrías de corte innovadoras garantizan resultados de fabricación óptimos.
Nota: Valores de aplicación para a e = 0,5 … 1×D/a p máx .
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S K
21 3064 330 280 240 ● ●
21 3066 260 240 220 180 ○ ●
21 3068 80 50 35 355 ●
21 3070 180 150 ○ ●
21 3072 50 ○ ●
21 3075 260 220 200 160 140 120 ● ●
21
21 3064_ST900 21 3066_ST1400 21 3068_HART 21 3070_INOX 21 3072_TI 21 3075_UNI
profundidad Profundidad Radio de pro-
de corte reco- de corte máxi- gramación pa-
mendada a p ma a p máx. ra a p máx.
Tipo ST900 ST1400 HART INOX TI UNI máx.
mm mm mm
21A 21 3064 ANGX10T308ZEER HB9640 20,51 – – – – – 10 0,8 1 1,6
21A 21 3066 HB9540 – 20,51 – – – – 10 0,8 1 1,6
21A 21 3068 ANGX10T308ZESR HB9715 – – 20,51 – – – 10 0,4 1 1,6
21A 21 3070 HB9740 – – – 20,51 – – 10 0,8 1 1,6
21A 21 3072 ANGX10T308ZEER HB9745 – – – – 20,51 – 10 0,6 1 1,6
21A 21 3075 HB9540 – – – – – 20,51 10 0,8 1 1,6
mm 0,9 0,9 0,5 0,8 0,5 –
f z
561