
Page 557 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 557
MXD 52
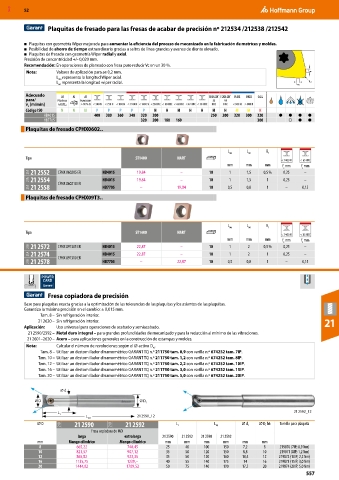
Plaquitas de fresado para las fresas de acabar de precisión nº 212534 /212538 /212542
■ Plaquitas con geometría Wiper mejorada para aumentar la eficiencia del proceso de mecanizado en la fabricación de matrices y moldes.
■ Posibilidad de ahorro de tiempo extraordinario gracias a saltos de línea grandes y avance de diente elevado.
■ Plaquitas de fresado con geometría Wiper radial y axial.
Precisión de concentricidad +/- 0,020 mm.
Recomendación: En operaciones de planeado con fresa puro reducir Vc en un 30 %.
Nota: Valores de aplicación para ae 0,2 mm. L wr
L representa la longitud Wiper axial.
wa
L representa la longitud wiper radial. L wa R s1
wr
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H H H M M K
HB4015 400 380 360 340 320 200 250 200 320 300 320 ● ● ● ●
HB7705 320 200 180 160 300 ○ ● ●
Plaquitas de fresado CPHX0602..
L L R 1
wa
wr
Tipo ST1400 HART
< 1400 N < 65 HRC
mm mm mm f mm f mm
z
z
21A 21 2552 CPHX 060205 ER HB4015 19,84 – 10 1 1,5 0,5 % 0,25 –
21A 21 2554 CPHX 060210 ER HB4015 19,84 – 10 1 1,5 1 0,25 –
21A 21 2558 HB7705 – 19,84 10 0,5 0,8 1 – 0,15
Plaquitas de fresado CPHX09T3..
L L R 1
wa
wr
Tipo ST1400 HART
< 1400 N < 65 HRC
mm mm mm f mm f mm
z
z
21A 21 2572 CPHX 09T305 ER HB4015 22,87 – 10 1 2 0,5 % 0,25 –
21A 21 2574 CPHX 09T310 ER HB4015 22,87 – 10 1 2 1 0,25 –
21A 21 2578 HB7705 – 22,87 10 0,5 0,8 1 – 0,15
POWER
CARD
Fresa copiadora de precisión
Base para plaquitas exacta gracias a la optimización de las tolerancias de las plaquitas y los asientos de las plaquitas.
Garantiza la máxima precisión en el cambio: ± 0,015 mm.
Tam. 8 – Sin refrigeración interior.
21 2620 – Sin refrigeración interior. 21
Aplicación: Uso universal para operaciones de acabado y semiacabado.
21 2590/2592 – Metal duro integral – para grandes profundidades de mecanizado y para la reducción al mínimo de las vibraciones.
21 2601–2620 – Acero – para aplicaciones generales en la construcción de estampas y moldes.
Nota: Calcular el número de revoluciones según el ⌀ activo D . w
Tam. 8 – Utilizar un destornillador dinamométrico GARANT TQ n.º 211750 tam. 0,9 con varilla n.º 674252 tam. 7IP.
Tam. 10 – Utilizar un destornillador dinamométrico GARANT TQ n.º 211750 tam. 1,2 con varilla n.º 674252 tam. 8IP.
Tam. 12 – Utilizar un destornillador dinamométrico GARANT TQ n.º 211750 tam. 2,2 con varilla n.º 674252 tam. 10IP.
Tam. 16 – Utilizar un destornillador dinamométrico GARANT TQ n.º 211750 tam. 3,0 con varilla n.º 674252 tam. 15IP.
Tam. 20 – Utilizar un destornillador dinamométrico GARANT TQ n.º 211750 tam. 5,0 con varilla n.º 674252 tam. 20IP.
⌀ d 1
⌀ D ⌀ D S
21 2592_12
L 1
21 2590_12
L tot
⌀ D 21O 21 2590 21O 21 2592 L 1 L tot ⌀ d 1 ⌀ D h6 Tornillo para plaquita
s
Fresa copiadora de MDI
larga extralarga 21 2590 21 2592 21 2590 21 2592
mm Mango cilíndrico Mango cilíndrico mm mm mm mm mm mm
8 665,22 740,45 25 40 100 150 7,2 8 219870 (7IP; 0,9 Nm)
10 821,57 907,12 35 50 120 150 8,8 10 219871 (8IP; 1,2 Nm)
12 865,82 923,35 35 50 120 160 10,4 12 219872 (10IP; 2,2 Nm)
16 1135,75 1239,– 40 55 140 175 14 16 219873 (15IP; 3,0 Nm)
20 1444,02 1709,52 50 75 140 190 17,5 20 219874 (20IP; 5,0 Nm)
557