
Page 270 - ISCAR(MILLINGCATALOG 38_2021)
P. 270
PROFILING TOOLS BCM-M DCX (1) 12.50 CICT (2) APMX 46.00 DCX 68.00 LF THSZMS DCONMS DRVS (3) BCR D250-QT TQ_3 (5) 0.12 Rd°
BHTA
DRVS
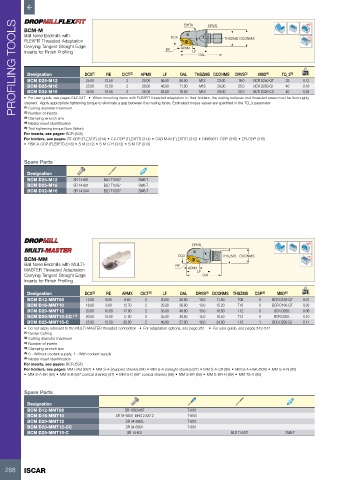
Ball Nose Endmills with
THSZMS
DCONMS
FLEXFIT Threaded Adaptation
Carrying Tangent Straight Edge
APMX
RE
Inserts for Finish Profiling
OAL
kg
(4)
MIID
LF
RE
Designation
OAL
BCM D25-M12
19.0
25.00
33
23.00
M12
20.00
2
BCM D25-M16
71.00
20.00
0.16
25.00
12.50
2
40
46.00
BCR D250-QT
25.0
29.00
M16
25.0
40
29.00
53.00
2
M16
26.00
32.00
16.00
BCR D320-CS
78.00
BCM D32-M16
0.22
• For user guide, see pages 542-547 • When mounting items with FLEXFIT threaded adaptation to their holders, the mating surfaces and threaded areas must be thoroughly
cleaned. Apply appropriate tightening torque to eliminate a gap between the mating faces. Estimated torque values are specified in the TQ_3 parameter
(1) Cutting diameter maximum
(2) Number of inserts
(3) Clamping wrench size
(4) Master insert identification
(5) Tool tightening torque Nxm (lbfxin)
For inserts, see pages: BCR (535)
For holders, see pages: BT-ODP (FLEXFIT) (314) • C#-ODP (FLEXFIT) (314) • CAB M-M (FLEXFIT) (312) • DIN69871-ODP (315) • ER-ODP (315)
• HSK A-ODP (FLEXFIT) (316) • S M (312) • S M-C-H (312) • S M-CF (313)
Spare Parts
Designation
BCM D25-M12 SR 14-601 BLD T15/S7 SW6-T
BCM D25-M16 SR 14-601 BLD T15/S7 SW6-T
BCM D32-M16 SR 14-544 BLD T15/S7 SW6-T
DRVS
DCX THSZMS DCONMS
BCM-MM Rd°
Ball Nose Endmills with MULTI- RE
MASTER Threaded Adaptation APMX LF
Carrying Tangent Straight Edge OAL
Inserts for Finish Profiling
Designation DCX (2) RE APMX CICT (3) LF OAL DRVS (4) DCONMS THSZMS CSP (5) MIID (6) kg
BCM D12-MMT08 12.00 6.00 9.60 2 20.00 28.00 10.0 11.50 T08 0 BCR D120-QT 0.01
BCM D16-MMT10 16.00 8.00 12.70 2 25.00 36.80 13.0 15.20 T10 0 BCR D160-QT 0.03
BCM D20-MMT12 20.00 10.00 17.00 2 35.00 48.80 15.0 18.50 T12 0 BCR D200.. 0.06
BCM D20-MMT12-CC (1) 20.00 10.00 17.00 2 35.00 48.80 15.0 18.50 T12 0 BCR D200.. 0.10
BCM D25-MMT15-C 25.00 12.50 20.00 2 40.00 57.00 19.0 24.00 T15 1 BCR D250-QT 0.11
• Do not apply lubricant to the MULTI-MASTER threaded connection • For adaptation options, see page 261 • For user guide, see pages 542-547
(1) Center Cutting
(2) Cutting diameter maximum
(3) Number of inserts
(4) Clamping wrench size
(5) 0 - Without coolant supply, 1 - With coolant supply
(6) Master insert identification
For inserts, see pages: BCR (535)
For holders, see pages: MM CAB (667) • MM S-A (stepped shanks) (84) • MM S-A (straight shanks) (87) • MM S-A-C# (86) • MM S-A-HSK (609) • MM S-A-N (85)
• MM S-A-SK (90) • MM S-B (85° conical shanks) (87) • MM S-D (89° conical shanks) (88) • MM S-ER (89) • MM S-ER-H (89) • MM TS-A (86)
Spare Parts
Designation
BCM D12-MMT08 SR 10503457 T-6/51
BCM D16-MMT10 SR 34-505/1 MHG 2.5X7.2 T-8/53
BCM D20-MMT12 SR 34-506/L T-9/51
BCM D20-MMT12-CC SR 34-506/L T-9/51
BCM D25-MMT15-C SR 14-601 BLD T15/S7 SW6-T
268 ISCAR