
Page 546 - ISCAR(MILLINGCATALOG 38_2021)
P. 546
USER GUIDE
MILLING INSERTS CBN Recommended Machining Conditions 2000-3000 Feed mm/tooth Cutting Edge
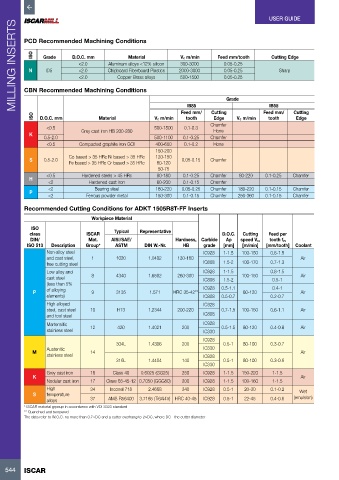
PCD Recommended Machining Conditions
ISO
Grade
D.O.C. mm
Material
Vc m/min
300-3000
Aluminum alloys <12% silicon
0.05-0.25
<2.0
<2.0
0.05-0.25
N
Chipboard Fiberboard Plastics
ID5
Sharp
0.05-0.25
Copper Brass alloys
500-1500
<2.0
IB55
IB85
ISO D.O.C. mm Material Vc m/min Feed mm/ Cutting Grade Vc m/min Feed mm/ Cutting
Edge
tooth
tooth
Edge
Chamfer
<0.5 500-1500 0.1-0.3 Hone
K Grey cast iron HB 200-280
0.5-2.0 500-1100 0.1-0.25 Chamfer
<0.5 Compacted graphite iron GCI 400-600 0.1-0.2 Hone
150-200
Co based > 35 HRc Ni based > 35 HRc 120-150
S 0.5-2.0 0.05-0.15 Chamfer
Fe based > 35 HRc Cr based > 35 HRc 60-120
50-75
<0.5 Hardened steels > 45 HRc 80-180 0.1-0.25 Chamfer 80-220 0.1-0.25 Chamfer
H
<2 Hardened cast iron 80-200 0.1-0.15 Chamfer
<2 Bearing steel 180-220 0.05-0.25 Chamfer 180-220 0.1-0.15 Chamfer
P
<2 Ferrous powder metal 150-300 0.1-0.15 Chamfer 250-360 0.1-0.15 Chamfer
Recommended Cutting Conditions for ADKT 1505R8T-FF Inserts
Workpiece Material
ISO
class ISCAR Typical Representative D.O.C. Cutting Feed per
DIN/ Mat. AISI/SAE/ Hardness, Carbide Ap speed Vc, tooth fz,
ISO 513 Description Group* ASTM DIN W.-Nr. HB grade [mm] [m/min] [mm/tooth] Coolant
Non-alloy steel IC928 1-1.5 100-150 0.8-1.5
and cast steel, 1 1020 1.0402 130-180 Air
free cutting steel IC808 1.5-2 100-170 0.7-1.3
Low alloy and IC928 1-1.5 0.8-1.5
cast steel 8 4340 1.6582 260-300 IC808 1.5-2 100-150 0.5-1 Air
(less than 5%
P of alloying 9 3135 1.571 HRC 35-42** IC928 0.5-1.1 80-120 0.4-1 Air
elements) IC808 0.5-0.7 0.2-0.7
High alloyed IC928
steel, cast steel 10 H13 1.2344 200-220 0.7-1.5 100-150 0.6-1.1 Air
and tool steel IC808
Martensitic 12 420 1.4021 200 IC928 0.5-1.5 80-120 0.4-0.8 Air
stainless steel IC330
IC928
304L 1.4306 200 0.5-1 80-100 0.3-0.7
Austenitic IC330
M 14 Air
stainless steel IC928
316L 1.4404 140 0.5-1 80-100 0.3-0.6
IC330
Grey cast iron 16 Class 40 0.6025 (GG25) 250 IC928 1-1.5 150-220 1-1.5
K Air
Nodular cast iron 17 Class 65-45-12 0.7050 (GGG50) 200 IC928 1-1.5 100-160 1-1.5
High 34 Inconel 718 2.4668 340 IC928 0.5-1 20-30 0.1-0.2
S temperature Wet
alloys 37 AMS R56400 3.7165 (Ti6Al4V) HRC 40-45 IC928 0.5-1 22-45 0.4-0.6 (emulsion)
* ISCAR material grpoup in accordance with VDI 3323 standard
** Quenched and tempered
The data refer to W.O.C. no more than 0.7×DC and a cutter overhang to 2×DC, where DC - the cutter diameter
544 ISCAR