
Page 464 - ISCAR(TURNING-CATALOG-42-2022)
P. 464
SELECTION GUIDE
PARTING
PARTING Main Chipformers
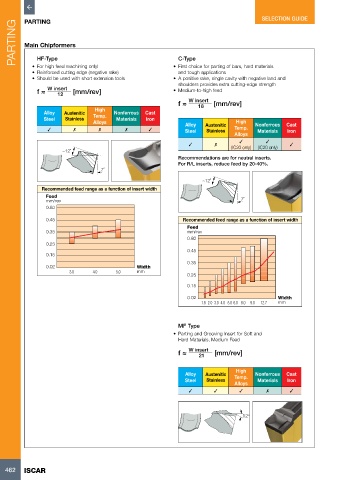
C-Type
HF-Type
• For high feed machining only!
and tough applications
• Reinforced cutting edge (negative rake) • First choice for parting of bars, hard materials
• Should be used with short extension tools • A positive rake, single cavity with negative land and
shoulders provides extra cutting-edge strength
f ≈ W insert [mm/rev] • Medium-to-high feed
12
f ≈ W insert [mm/rev]
18
High
Alloy Austenitic Nonferrous Cast
Steel Stainless Temp. Materials Iron
Alloys High
Alloy Austenitic Nonferrous Cast
3 7 7 7 3 Steel Stainless Temp. Materials Iron
Alloys
3 3
3 7 (IC20 only) (IC20 only) 3
~12˚
Recommendations are for neutral inserts.
For R/L inserts, reduce feed by 20-40%.
7˚
~12˚
Recommended feed range as a function of insert width
Feed
mm/rev 7˚
0.80
0.45 Recommended feed range as a function of insert width
Feed
0.35 mm/rev
0.80
0.25
0.45
0.15
0.35
0.02 Width
3.0 4.0 5.0 mm
0.25
0.15
0.02 Width
1.6 2.0 3.0 4.0 5.0 6.0 8.0 9.0 12.7 mm
MF Type
• Parting and Grooving Insert for Soft and
Hard Materials, Medium Feed
f ≈ W insert [mm/rev]
21
High
Alloy Austenitic Nonferrous Cast
Steel Stainless Temp. Materials Iron
Alloys
3 3 3 7 3
12°
462 ISCAR