
Page 591 - ISCAR(TURNING-CATALOG-42-2022)
P. 591
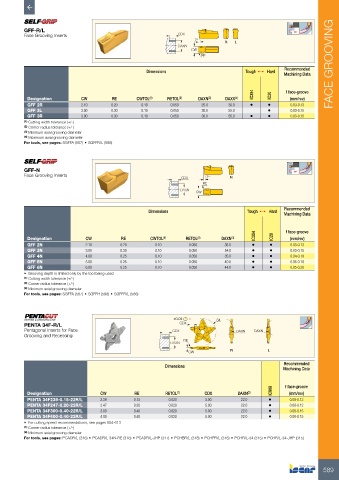
GFF-R/L
Face Grooving Inserts CDX
7°
R L
DAXN
CW
RE
Dimensions Tough 1 Hard Recommended FACE GROOVING
Machining Data
IC354 IC20 f face-groove
Designation CW RE CWTOL (1) RETOL (2) DAXN (3) DAXX (4) (mm/rev)
GFF 2R 2.10 0.20 0.10 0.050 25.0 36.0 • • 0.03-0.13
GFF 3L 3.00 0.30 0.10 0.050 30.0 55.0 • 0.03-0.15
GFF 3R 3.00 0.30 0.10 0.050 30.0 55.0 • • 0.03-0.15
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Minimum axial grooving diameter
(4) Maximum axial grooving diameter
For tools, see pages: SGFFA (587) • SGFFR/L (586)
GFF-N
Face Grooving Inserts
CDX 7° N
RE
DAXN
CW
Recommended
Dimensions Tough 1 Hard
Machining Data
IC354 f face-groove
Designation CW RE CWTOL (1) RETOL (2) DAXN (3) IC20 (mm/rev)
GFF 2N 2.10 0.20 0.10 0.050 35.0 • • 0.03-0.13
GFF 3N 3.00 0.30 0.10 0.050 54.0 • • 0.03-0.15
GFF 4N 4.00 0.25 0.10 0.050 35.0 • • 0.04-0.18
GFF 5N 5.00 0.25 0.10 0.050 40.0 • • 0.05-0.18
GFF 6N 6.00 0.25 0.10 0.050 44.0 • • 0.05-0.20
• Grooving depth is limited only by the tool being used
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Minimum axial grooving diameter
For tools, see pages: SGFFA (587) • SGFFH (588) • SGFFR/L (586)
±0.04 34
PENTA 34F-R/L CDX
Pentagonal Inserts for Face CDX DAXN DAXN
Grooving and Recessing
RE
DAXN
CW R L
Recommended
Dimensions
Machining Data
IC908 f face-groove
Designation CW RE RETOL (1) CDX DAXN (2) (mm/rev)
PENTA 34F239-0.15-22R/L 2.39 0.15 0.020 5.00 22.0 • 0.08-0.12
PENTA 34F247-0.20-22R/L 2.47 0.20 0.020 5.00 22.0 • 0.08-0.12
PENTA 34F300-0.40-22R/L 3.00 0.40 0.020 5.00 22.0 • 0.08-0.15
PENTA 34F400-0.40-22R/L 4.00 0.40 0.020 5.00 22.0 • 0.08-0.15
• For cutting speed recommendations, see pages 604-613
(1) Corner radius tolerance (+/-)
(2) Minimum axial grooving diameter
For tools, see pages: PCADR/L (316) • PCADR/L 34N-RE (318) • PCADR/L-JHP (317) • PCHBR/L (318) • PCHPR/L (316) • PCHR/L-34 (315) • PCHR/L-34-JHP (315)
589