
Page 642 - ISCAR(TURNING-CATALOG-42-2022)
P. 642
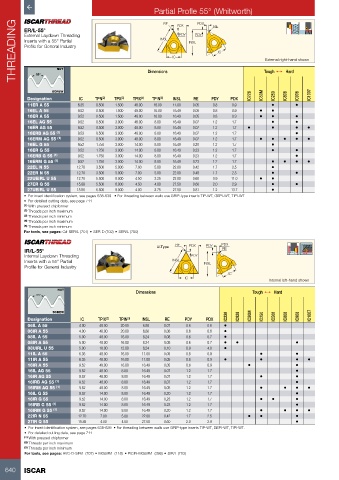
Partial Profle 55° (Whitworth)
THREADING External Laydown Threading Dimensions IC PDY INSL PDY IC External right-hand shown
PDX
RE
PDX
RE
ER/L-55°
INSL
Inserts with a 55° Partial
Profile for General Industry
NUT
55°
SCREW Tough 1 Hard
Designation IC TPN (2) TPX (3) TPIX (4) TPIN (5) INSL RE PDY PDX IC228 IC50M IC250 IC808 IC908 IC1007
11ER A 55 6.35 0.500 1.500 48.00 16.00 11.00 0.05 0.8 0.9 • •
16EL A 55 9.52 0.500 1.500 48.00 16.00 16.49 0.05 0.8 0.9 • •
16ER A 55 9.52 0.500 1.500 48.00 16.00 16.49 0.05 0.8 0.9 • • •
16EL AG 55 9.52 0.500 3.000 48.00 8.00 16.49 0.07 1.2 1.7 • •
16ER AG 55 9.52 0.500 3.000 48.00 8.00 16.49 0.07 1.2 1.7 • • • •
16ERB AG 55 (1) 9.52 0.500 3.000 48.00 8.00 16.49 0.07 1.2 1.7 •
16ERM AG 55 (1) 9.52 0.500 3.000 48.00 8.00 16.49 0.07 1.2 1.7 • • • • •
16EL G 55 9.52 1.750 3.000 14.00 8.00 16.49 0.20 1.2 1.7 •
16ER G 55 9.52 1.750 3.000 14.00 8.00 16.49 0.23 1.2 1.7 • •
16ERB G 55 (1) 9.52 1.750 3.000 14.00 8.00 16.49 0.23 1.2 1.7 •
16ERM G 55 (1) 9.52 1.750 3.000 14.00 8.00 16.49 0.23 1.2 1.7 • • • •
22EL N 55 12.70 3.500 5.000 7.00 5.00 22.00 0.42 1.7 2.5 •
22ER N 55 12.70 3.500 5.000 7.00 5.00 22.00 0.48 1.7 2.5 • •
22UEIRL U 55 12.70 5.500 8.000 4.50 3.25 22.00 0.60 0.9 11.0 • •
27ER Q 55 15.88 5.500 6.000 4.50 4.00 27.50 0.60 2.0 2.9 • •
27UEIRL U 55 15.88 6.500 9.000 4.00 2.75 27.50 0.81 1.2 13.7 •
• For insert identification system, see pages 638-639 • For threading between walls use GRIP-type inserts TIP-WT, GEPI-WT, TIPI-WT
• For detailed cutting data, see page 711
(1) With pressed chipformer
(2) Threads per inch maximum
(3) Threads per inch minimum
(4) Threads per inch maximum
(5) Threads per inch minimum
For tools, see pages: C#-SER/L (701) • SER-D (702) • SER/L (700)
RE PDX PDY PDX
IR/L-55° U-Type RE
Internal Laydown Threading PDY
Inserts with a 55° Partial lNSL lNSL
Profile for General Industry
IC
IC
Internal left-hand shown
NUT Dimensions Tough 1 Hard
55°
SCREW
Designation IC TPIX (2) TPIN (3) INSL RE PDY PDX IC228 IC928 IC50M IC250 IC508 IC808 IC908 IC1007
06IL A 55 4.00 48.00 20.00 6.88 0.07 0.6 0.6 •
06IR A 55 4.00 48.00 20.00 6.88 0.08 0.6 0.6 •
08IL A 55 5.00 48.00 16.00 8.24 0.08 0.6 0.7 •
08IR A 55 5.00 48.00 16.00 8.24 0.08 0.6 0.7 • • •
08UIRL U 55 5.00 18.00 12.00 8.24 0.10 0.9 4.0 •
11IL A 55 6.35 48.00 16.00 11.00 0.05 0.8 0.9 • •
11IR A 55 6.35 48.00 16.00 11.00 0.05 0.8 0.9 • • • •
16IR A 55 9.52 48.00 16.00 16.49 0.05 0.8 0.9 • •
16IL AG 55 9.52 48.00 8.00 16.49 0.07 1.2 1.7 •
16IR AG 55 9.52 48.00 8.00 16.49 0.07 1.2 1.7 • •
16IRB AG 55 (1) 9.52 48.00 8.00 16.49 0.07 1.2 1.7 •
16IRM AG 55 (1) 9.52 48.00 8.00 16.49 0.05 1.2 1.7 • • • •
16IL G 55 9.52 14.00 8.00 16.49 0.20 1.2 1.7 •
16IR G 55 9.52 14.00 8.00 16.49 0.23 1.2 1.7 • • •
16IRB G 55 (1) 9.52 14.00 8.00 16.49 0.23 1.2 1.7 •
16IRM G 55 (1) 9.52 14.00 8.00 16.49 0.20 1.2 1.7 • • • •
22IR N 55 12.70 7.00 5.00 22.00 0.42 1.7 2.5 • • •
27IR Q 55 15.88 4.00 4.00 27.50 0.60 2.0 2.9 •
• For insert identification system, see pages 638-639 • For threading between walls use GRIP-type inserts TIP-WT, GEPI-WT, TIPI-WT.
• For detailed cutting data, see page 711
(1) With pressed chipformer
(2) Threads per inch maximum
(3) Threads per inch minimum
For tools, see pages: AVC-D-SIR/L (707) • MGSIR/L (118) • PICIN-MGSIR/L (386) • SIR/L (703)
640 ISCAR