
Page 464 - DC_SWISS(Catalogue_TM_ES-EN)
P. 464
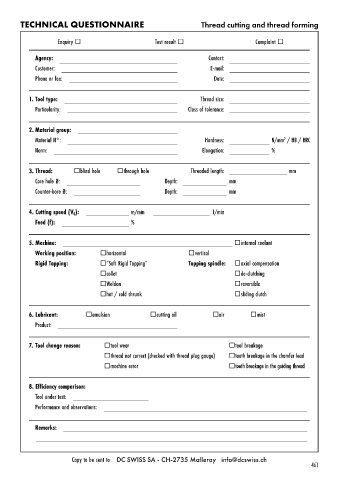
TECHNICAL QUESTIONNAIRE Thread cutting and thread forming
Enquiry Test result Complaint
Agency: Contact:
Customer: E-mail:
Phone or fax: Date:
1. Tool type: Thread size:
Particularity: Class of tolerance:
2. Material group:
Material N°: Hardness: N/mm / HB / HRC
2
Norm: Elongation: %
3. Thread: blind hole through hole Threaded length: mm
Core hole Ø: Depth: mm
Counter-bore Ø: Depth: mm
4. Cutting speed (V ): m/min 1/min
c
Feed (f): %
5. Machine: internal coolant
Working position: horizontal vertical
Rigid Tapping: “Soft Rigid Tapping“ Tapping spindle: axial compensation
collet de-clutching
Weldon reversible
hot / cold shrunk sliding clutch
6. Lubricant: emulsion cutting oil air mist
Product:
7. Tool change reason: tool wear tool breakage
thread not correct (checked with thread plug gauge) tooth breakage in the chamfer lead
machine error tooth breakage in the guiding thread
8. Efficiency comparison:
Tool under test:
Performance and observations:
Remarks:
Copy to be sent to DC SWISS SA - CH-2735 Malleray info@dcswiss.ch
461