
Page 184 - Carbide drills I Thread cutting tools 2023
P. 184
v fc v fc v fc v fc v fc v f
v c
n
f z
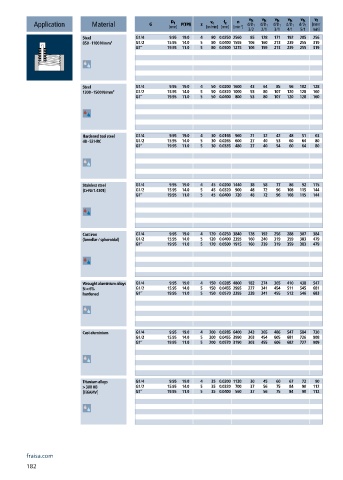
Application Material G [mm] P(TPI) z [m/min] [mm] [min ] -1 d/D 1 d/D 1 d/D 1 d/D 1 d/D 1 [mm/
D 1
3/2 2/1 3/1 4/1 5/1 min]
Steel G1/4 9.95 19.0 4 80 0.0250 2560 85 128 171 192 205 256
850 - 1100 N/mm² G1/2 15.95 14.0 5 80 0.0400 1595 106 160 213 239 255 319
G1‘‘ 19.95 11.0 5 80 0.0500 1275 106 159 213 239 255 319
Steel G1/4 9.95 19.0 4 50 0.0200 1600 43 64 85 96 102 128
1300 - 1500 N/mm² G1/2 15.95 14.0 5 50 0.0320 1000 53 80 107 120 128 160
G1‘‘ 19.95 11.0 5 50 0.0400 800 53 80 107 120 128 160
Hardened tool steel G1/4 9.95 19.0 4 30 0.0165 960 21 32 42 48 51 63
48 - 52 HRC G1/2 15.95 14.0 5 30 0.0265 600 27 40 53 60 64 80
G1‘‘ 19.95 11.0 5 30 0.0335 480 27 40 54 60 64 80
Stainless steel G1/4 9.95 19.0 4 45 0.0200 1440 38 58 77 86 92 115
[Cr-Ni/1.4301] G1/2 15.95 14.0 5 45 0.0320 900 48 72 96 108 115 144
G1‘‘ 19.95 11.0 5 45 0.0400 720 48 72 96 108 115 144
Cast iron G1/4 9.95 19.0 4 120 0.0250 3840 128 192 256 288 307 384
(lamellar / spheroidal) G1/2 15.95 14.0 5 120 0.0400 2395 160 240 319 359 383 479
G1‘‘ 19.95 11.0 5 120 0.0500 1915 160 239 319 359 383 479
Wrought aluminium alloys G1/4 9.95 19.0 4 150 0.0285 4800 182 274 365 410 438 547
Si < 6% G1/2 15.95 14.0 5 150 0.0455 2995 227 341 454 511 545 681
hardened G1‘‘ 19.95 11.0 5 150 0.0570 2395 228 341 455 512 546 683
Cast aluminium G1/4 9.95 19.0 4 200 0.0285 6400 243 365 486 547 584 730
G1/2 15.95 14.0 5 200 0.0455 3990 303 454 605 681 726 908
G1‘‘ 19.95 11.0 5 200 0.0570 3190 303 455 606 682 727 909
Titanium alloys G1/4 9.95 19.0 4 35 0.0200 1120 30 45 60 67 72 90
> 300 HB G1/2 15.95 14.0 5 35 0.0320 700 37 56 75 84 90 112
[Ti6Al4V] G1‘‘ 19.95 11.0 5 35 0.0400 560 37 56 75 84 90 112
fraisa.com
182