
Page 315 - GARR_TOOL(CATALOG_INT)
P. 315
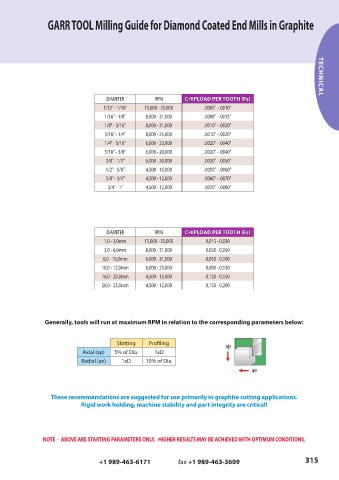
GARR TOOL Milling Guide for Diamond Coated End Mills in Graphite
CHIPLOAD PER TOOTH (Fz)
DIAMETER RPM CHIPL O AD PER T OO TH (Fz) TECHNICAL
1/32" - 1/16" 15,000 - 35,000 .0005" - .0010"
1/16" - 1/8" 8,000 - 31,000 .0008" - .0015"
1/8" - 3/16" 8,000 - 31,000 .0010" - .0020"
3/16" - 1/4" 8,000 - 25,000 .0010" - .0020"
1/4" - 5/16" 6,000 - 23,000 .0020" - .0040"
5/16" - 3/8" 6,000 - 20,000 .0020" - .0040"
3/8" - 1/2" 6,000 - 20,000 .0030" - .0050"
1/2" - 5/8" 4,500 - 15,000 .0050" - .0060"
5/8" - 3/4" 4,500 - 12,000 .0060" - .0070"
3/4" - 1" 4,500 - 12,000 .0070" - .0080"
CHIPLOAD PER TOOTH (Fz)
DIAMETER RPM CHIPL O AD PER T OO TH (Fz)
1,0 - 3,0mm 15,000 - 35,000 0,015 - 0,030
3,0 - 6,0mm 8,000 - 31,000 0,030 - 0,050
6,0 - 10,0mm 6,000 - 31,000 0,050 - 0,100
10,0 - 12,0mm 6,000 - 25,000 0,080 - 0,130
16,0 - 20,0mm 4,500 - 15,000 0,130 - 0,150
20,0 - 25,0mm 4,500 - 12,000 0,150 - 0,200
Generally, tools will run at maximum RPM in relation to the corresponding parameters below:
Slotting Profiling ap
Axial (ap) 5% of Dia. 1xD
Radial (ae) 1xD 10% of Dia.
ae
These recommendations are suggested for use primarily in graphite cutting applications.
Rigid work holding, machine stability and part integrity are critical!
NOTE - ABOVE ARE STARTING PARAMETERS ONLY. HIGHER RESULTS MAY BE ACHIEVED WITH OPTIMUM CONDITIONS.
+1 989-463-6171 fax +1 989-463-3609 315