
Page 311 - GARR_TOOL(CATALOG_INT)
P. 311
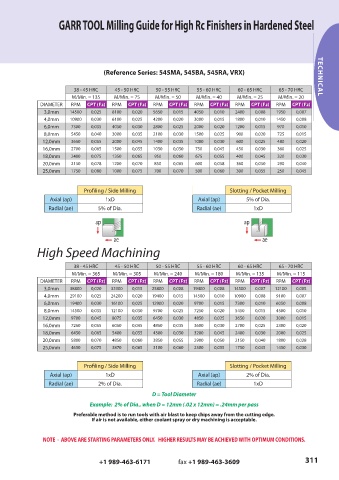
GARR TOOL Milling Guide for High Rc Finishers in Hardened Steel
(Reference Series: 545MA, 545BA, 545RA, VRX) TECHNICAL
38 - 45 HRC 45 - 50 HRC 50 - 55 HRC 55 - 60 HRC 60 - 65 HRC 65 - 70 HRC
M/Min. = 135 M/Min. = 75 M/Min. = 50 M/Min. = 40 M/Min. = 25 M/Min. = 20
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
DIAMETER RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz)
3,0mm 14500 0,025 8100 0,020 5650 0,015 4050 0,010 2400 0,008 1950 0,007
4,0mm 10900 0,030 6100 0,025 4200 0,020 3000 0,015 1800 0,010 1450 0,008
6,0mm 7300 0,035 4050 0,030 2800 0,025 2000 0,020 1200 0,015 970 0,010
8,0mm 5450 0,040 3000 0,035 2100 0,030 1500 0,025 900 0,020 725 0,015
12,0mm 3650 0,055 2000 0,045 1400 0,035 1000 0,030 600 0,025 480 0,020
16,0mm 2700 0,065 1500 0,055 1050 0,050 750 0,045 450 0,030 360 0,025
18,0mm 2400 0,075 1350 0,065 950 0,060 675 0,055 400 0,045 320 0,030
20,0mm 2150 0,078 1200 0,070 850 0,065 600 0,058 360 0,050 290 0,040
25,0mm 1750 0,080 1000 0,075 700 0,070 500 0,060 300 0,055 250 0,045
Profiling / Side Milling Slotting / Pocket Milling
Axial (ap) 1xD Axial (ap) 5% of Dia.
Radial (ae) 5% of Dia. Radial (ae) 1xD
ap ap
ae ae
High Speed Machining
38 - 45 HRC 45 - 50 HRC 50 - 55 HRC 55 - 60 HRC 60 - 65 HRC 65 - 70 HRC
M/Min. = 365 M/Min. = 305 M/Min. = 240 M/Min. = 180 M/Min. = 135 M/Min. = 115
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
DIAMETER RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz)
CPT (Fz)
CPT (Fz)
3,0mm 38800 0,020 32300 0,015 25800 0,008 19400 0,008 14500 0,007 12100 0,005
4,0mm 29100 0,025 24200 0,020 19400 0,015 14500 0,010 10900 0,008 9100 0,007
6,0mm 19400 0,030 16100 0,025 12900 0,020 9700 0,015 7300 0,010 6050 0,008
8,0mm 14500 0,035 12100 0,030 9700 0,025 7250 0,020 5450 0,015 4500 0,010
12,0mm 9700 0,045 8075 0,035 6450 0,030 4850 0,025 3650 0,020 3000 0,015
16,0mm 7250 0,055 6050 0,045 4850 0,035 3600 0,030 2700 0,025 2300 0,020
18,0mm 6450 0,065 5400 0,055 4300 0,050 3200 0,045 2400 0,030 2000 0,025
20,0mm 5800 0,070 4850 0,060 3850 0,055 2900 0,050 2150 0,040 1800 0,028
25,0mm 4650 0,075 3870 0,065 3100 0,060 2300 0,055 1750 0,045 1450 0,030
Profiling / Side Milling Slotting / Pocket Milling
Axial (ap) 1xD Axial (ap) 2% of Dia.
Radial (ae) 2% of Dia. Radial (ae) 1xD
D = Tool Diameter
Example: 2% of Dia., when D = 12mm (.02 x 12mm) = .24mm per pass
Preferable method is to run tools with air blast to keep chips away from the cutting edge.
If air is not available, either coolant spray or dry machining is acceptable.
NOTE - ABOVE ARE STARTING PARAMETERS ONLY. HIGHER RESULTS MAY BE ACHIEVED WITH OPTIMUM CONDITIONS.
+1 989-463-6171 fax +1 989-463-3609 311