
Page 312 - GARR_TOOL(CATALOG_INT)
P. 312
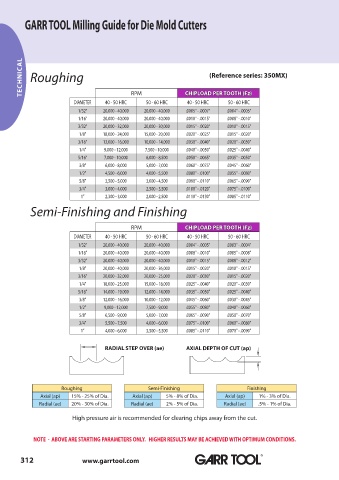
GARR TOOL Milling Guide for Die Mold Cutters
TECHNICAL Roughing (Reference series: 350MX)
T
AD PER
O
TH (Fz)
CHIPL
OO
DIAMETER 40 - 50 HRC RPM 50 - 60 HRC CHIPLOAD PER TOOTH (Fz)
50 - 60 HRC
40 - 50 HRC
1/32" 20,000 - 40,000 20,000 - 40,000 .0005" - .0007" .0004" - .0005"
1/16" 20,000 - 40,000 20,000 - 40,000 .0010" - .0015" .0008" - .0010"
3/32" 20,000 - 32,000 20,000 - 30,000 .0015" - .0020" .0010" - .0015"
1/8" 18,000 - 24,000 15,000 - 20,000 .0020" - .0025" .0015" - .0020"
3/16" 12,000 - 16,000 10,000 - 14,000 .0030" - .0040" .0020" - .0030"
1/4" 9,000 - 12,000 7,500 - 10,000 .0040" - .0050" .0025" - .0040"
5/16" 7,000 - 10,000 6,000 - 8,500 .0050" - .0065" .0035" - .0050"
3/8" 6,000 - 8,000 5,000 - 7,000 .0060" - .0075" .0045" - .0060"
1/2" 4,500 - 6,000 4,000 - 5,500 .0080" - .0100" .0055" - .0080"
5/8" 3,500 - 5,000 3,000 - 4,500 .0090" - .0110" .0065" - .0090"
3/4" 3,000 - 4,000 2,500 - 3,500 .0100" - .0120" .0075" - .0100"
1" 2,300 - 3,000 2,000 - 2,500 .0110" - .0130" .0085" - .0110"
Semi-Finishing and Finishing
CHIPLOAD PER TOOTH (Fz)
RPM CHIPL O AD PER T OO TH (Fz)
DIAMETER 40 - 50 HRC 50 - 60 HRC 40 - 50 HRC 50 - 60 HRC
1/32" 20,000 - 40,000 20,000 - 40,000 .0004" - .0005" .0003" - .0004"
1/16" 20,000 - 40,000 20,000 - 40,000 .0008" - .0010" .0005" - .0008"
3/32" 20,000 - 40,000 20,000 - 40,000 .0010" - .0015" .0008" - .0012"
1/8" 20,000 - 40,000 20,000 - 36,000 .0015" - .0020" .0010" - .0015"
3/16" 20,000 - 32,000 20,000 - 25,000 .0020" - .0030" .0015" - .0020"
1/4" 18,000 - 25,000 15,000 - 18,000 .0025" - .0040" .0020" - .0030"
5/16" 14,000 - 19,000 12,000 - 14,000 .0035" - .0050" .0025" - .0040"
3/8" 12,000 - 16,000 10,000 - 12,000 .0045" - .0060" .0030" - .0045"
1/2" 9,000 - 12,000 7,500 - 9,000 .0055" - .0080" .0040" - .0060"
5/8" 6,500 - 9,000 5,000 - 7,000 .0065" - .0090" .0050" - .0070"
3/4" 5,500 - 7,500 4,000 - 6,000 .0075" - .0100" .0060" - .0080"
1" 4,000 - 6,000 3,500 - 5,500 .0085" - .0110" .0070" - .0090"
RADIAL STEP OVER (ae) AXIAL DEPTH OF CUT (ap)
Roughing Semi-Finishing Finishing
Axial (ap) 15% - 25% of Dia. Axial (ap) 5% - 8% of Dia. Axial (ap) 1% - 3% of Dia.
Radial (ae) 20% - 30% of Dia. Radial (ae) 2% - 5% of Dia. Radial (ae) .5% - 1% of Dia.
High pressure air is recommended for clearing chips away from the cut.
NOTE - ABOVE ARE STARTING PARAMETERS ONLY. HIGHER RESULTS MAY BE ACHIEVED WITH OPTIMUM CONDITIONS.
312 www.garrtool.com ®