
Page 310 - GARR_TOOL(CATALOG_INT)
P. 310
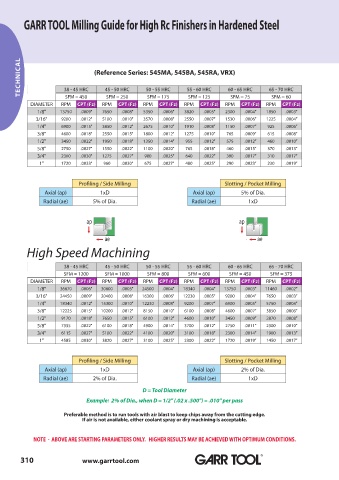
GARR TOOL Milling Guide for High Rc Finishers in Hardened Steel
TECHNICAL 38 - 45 HRC (Reference Series: 545MA, 545BA, 545RA, VRX) 65 - 70 HRC
60 - 65 HRC
50 - 55 HRC
45 - 50 HRC
55 - 60 HRC
SFM = 125
SFM = 175
SFM = 450
SFM = 60
SFM = 250
SFM = 75
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
DIAMETER RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz)
CPT (Fz)
CPT (Fz)
1/8" 13750 .0009" 7650 .0008" 5350 .0006" 3820 .0005" 2300 .0004" 1850 .0003"
3/16" 9200 .0012" 5100 .0010" 3570 .0008" 2550 .0007" 1530 .0006" 1225 .0004"
1/4" 6900 .0015" 3850 .0012" 2675 .0010" 1910 .0008" 1150 .0007" 925 .0006"
3/8" 4600 .0018" 2550 .0015" 1800 .0012" 1275 .0010" 765 .0009" 615 .0008"
1/2" 3450 .0022" 1950 .0018" 1350 .0014" 955 .0012" 575 .0012" 460 .0010"
5/8" 2750 .0027" 1550 .0022" 1100 .0020" 765 .0018" 460 .0015" 370 .0013"
3/4" 2300 .0030" 1275 .0027" 900 .0025" 640 .0022" 390 .0017" 310 .0017"
1" 1720 .0033" 960 .0030" 675 .0027" 480 .0025" 290 .0023" 230 .0019"
Profiling / Side Milling Slotting / Pocket Milling
Axial (ap) 1xD Axial (ap) 5% of Dia.
Radial (ae) 5% of Dia. Radial (ae) 1xD
ap ap
ae ae
High Speed Machining
38 - 45 HRC 45 - 50 HRC 50 - 55 HRC 55 - 60 HRC 60 - 65 HRC 65 - 70 HRC
SFM = 1200 SFM = 1000 SFM = 800 SFM = 600 SFM = 450 SFM = 375
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
CPT (Fz)
DIAMETER RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz) RPM CPT (Fz)
1/8" 36670 .0006" 30600 .0005" 24500 .0004" 18340 .0004" 13750 .0003" 11460 .0002"
3/16" 24450 .0009" 20400 .0008" 16300 .0006" 12230 .0005" 9200 .0004" 7650 .0003"
1/4" 18340 .0012" 15300 .0010" 12230 .0008" 9200 .0007" 6900 .0005" 5750 .0004"
3/8" 12225 .0015" 10200 .0012" 8150 .0010" 6100 .0008" 4600 .0007" 3850 .0006"
1/2" 9170 .0018" 7650 .0015" 6100 .0012" 4600 .0010" 3450 .0009" 2870 .0008"
5/8" 7335 .0022" 6100 .0018" 4900 .0014" 3700 .0012" 2750 .0011" 2300 .0010"
3/4" 6115 .0027" 5100 .0022" 4100 .0020" 3100 .0018" 2300 .0014" 1900 .0013"
1" 4585 .0030" 3820 .0027" 3100 .0025" 2300 .0022" 1720 .0019" 1450 .0017"
Profiling / Side Milling Slotting / Pocket Milling
Axial (ap) 1xD Axial (ap) 2% of Dia.
Radial (ae) 2% of Dia. Radial (ae) 1xD
D = Tool Diameter
Example: 2% of Dia., when D = 1/2" (.02 x .500") = .010" per pass
Preferable method is to run tools with air blast to keep chips away from the cutting edge.
If air is not available, either coolant spray or dry machining is acceptable.
NOTE - ABOVE ARE STARTING PARAMETERS ONLY. HIGHER RESULTS MAY BE ACHIEVED WITH OPTIMUM CONDITIONS.
310 www.garrtool.com ®