
Page 309 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 309
MXD 52
M M-LH 60° MDI DIN h6 2 90º
DIN
13 6535 HA
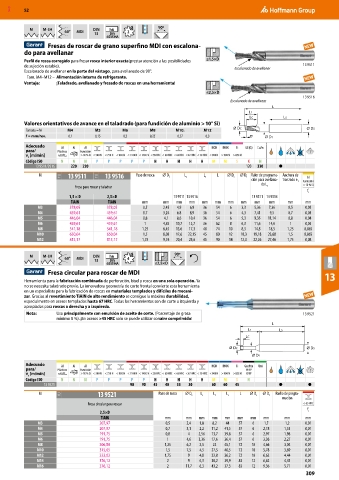
Fresas de roscar de grano superfino MDI con escalona-
do para avellanar
Perfil de rosca corregido para fresar rosca interior exacta(prestar atención a las posibilidades ≤1,5×D
de sujeción estable). Escalonado de avellanar 13 9511
Escalonado de avellanar en la parte del vástago, para avellanado de 90°.
Tam. M4–M12 – Alimentación interna de refrigerante.
Ventaja: ¡Taladrado, avellanado y fresado de roscas en una herramienta!
≤2,5×D
13 9516
Escalonado de avellanar
L
L1
LC LS
Valores orientativos de avance en el taladrado (para fundición de aluminio > 10° Si)
Tamaño = M M4 M5 M6 M8 M10. M12 DC DS
f = mm/rev. 0,1 0,15 0,2 0,25 0,27 0,3 e1 D1
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S K N
13 9511/ 9516 220 220 120 330 ●
M 11J 13 9511 11J 13 9516 Paso de rosca ⌀ D C L c L s L ⌀ D s ⌀ D 1 Valor de programa- Anchura de Al
ción para avellana- tronzado e 1 Fundición
do L > 10 % Si
Fresa para roscar y taladrar 1
f z
1,5 × D 2,5×D 13 9511 13 9516 13 9511 13 9516
TiAlN TiAlN mm mm mm mm mm mm mm mm mm mm mm mm
M3 378,05 378,05 0,5 2,45 4,9 6,9 36 54 6 3,3 5,36 7,36 0,5 0,03
M4 459,61 459,61 0,7 3,24 6,8 8,9 36 54 6 4,3 7,41 9,5 0,7 0,03
M5 446,04 446,04 0,8 4,1 8,6 10,4 36 54 6 5,3 9,35 11,14 0,8 0,04
M6 459,61 459,61 1 4,85 10,7 13,7 36 62 8 6,3 11,6 14,6 1 0,05
M8 541,18 541,18 1,25 6,45 13,6 17,3 40 74 10 8,3 14,8 18,5 1,25 0,065
M10 650,04 650,04 1,5 8,08 17,6 22,15 45 80 12 10,3 19,18 23,68 1,5 0,065
M12 813,17 813,17 1,75 9,74 20,4 25,6 45 90 14 12,3 22,26 27,46 1,75 0,08
90º
M M-LH 60° MDI DIN h6 4
DIN
13 6535 HA ≤2,5×D
Fresa circular para roscar de MDI 13
Herramienta para la fabricación combinada de perforación, bisel y rosca en una sola operación. Ya
no se necesita taladrado previo. La innovadora geometría de corte frontal convierte esta herramienta
en un especialista para la fabricación de roscas en materiales templados y difíciles de mecani-
zar. Gracias al revestimiento TiAlN de alto rendimiento se consigue la máxima durabilidad,
especialmente en aceros templados hasta 67 HRC. Todas las herramientas son de corte a izquierda y
apropiadas para roscas a derecha y a izquierda.
Nota: Uso principalmente con emulsión de aceite de corte. (Porcentaje de grasa 13 9521
mínimo 8 %). ¡En aceros >45 HRC solo se puede utilizar conaire comprimido!
L
L1 LS
LC
DC DS
D1
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S N
13 9521 90 90 45 40 35 30 60 60 45 ● ●
M 11J 13 9521 Paso de rosca ⌀ D C L c L 1 L s L ⌀ D s ⌀ D 1 Radio de progra-
mación
Fresa circular para roscar < 65 HRC
2,5×D f z
TiAlN mm mm mm mm mm mm mm mm mm mm
M3 207,97 0,5 2,4 1,8 8,2 44 57 6 1,7 1,2 0,01
M4 207,97 0,7 3,1 2,2 11,2 41,5 57 6 2,18 1,53 0,01
M5 191,75 0,8 4 2,56 13,7 39,8 57 6 2,97 1,98 0,01
M6 191,75 1 4,6 3,36 17,6 36,4 57 6 3,36 2,27 0,01
M8 306,80 1,25 6,2 3,5 22 45,1 72 10 4,66 3,04 0,01
M10 315,65 1,5 7,5 4,5 27,5 40,5 72 10 5,78 3,69 0,01
M12 323,02 1,75 9 4,8 32,8 36,2 72 10 6,62 4,44 0,01
M14 376,12 2 9 6,3 38,2 39,9 83 12 6,62 4,43 0,01
M16 376,12 2 11,7 6,3 43,2 37,3 83 12 9,36 5,71 0,01
309