
Page 308 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 308
USER GUIDE
GUNDRILLS Gundrill Inquiry Form 2. Workpiece
1. Tool
(If possible, please attach a drawing)
Quantity
Nominal diameter and tolerance
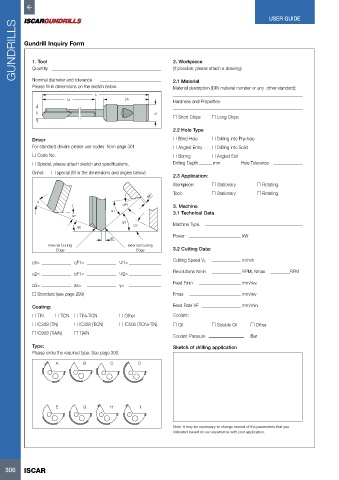
Please fill in dimensions on the sketch below. 2.1 Material
Material description (DIN material number or any other standard):
L
Ls LA
Hardness and Properties:
D d
o Short Chips o Long Chips
2.2 Hole Type
Driver o Blind Hole o Drilling into Pre-hole
For standard drivers please use codes from page 301 o Angled Entry o Drilling into Solid
o Code No. o Boring o Angled Exit
o Special, please attach sketch and specifications. Drilling Depth mm Hole Tolerance
Grind: o special (fill in the dimensions and angles below).
2.3 Application:
Workpiece: o Stationary o Rotating
bF1 Tool: o Stationary o Rotating
γ
αF1 3. Machine
α1 3.1 Technical Data
α2
ψ1 Machine Type.
ψ2 α3
Power kW
as
Internal Cuttnig external Cuttnig
Edge Edge 3.2 Cutting Data:
α1= αF1= Ψ1= Cutting Speed Vc m/min
α2= bF1= Ψ2= Revolutions Nmin RPM, Nmax RPM
Feed Fmin mm/rev,
α3= as= γ=
o Standard (see page 299) Fmax mm/rev
Coating: Feed Rate VF mm/min
o TiN o TiCN o TiN+TiCN o Other Coolant:
o IC208 (TiN) o IC308 (TiCN) o IC508 (TiCN+TiN) o Oil o Soluble Oil o Other
o IC908 (TiAlN) o TiAIN
Coolant Pressure Bar
Type: Sketch of drilling application
Please circle the required type. See page 300.
A B C D
E G H I
Note: It may be necessary to change several of the parameters that you
indicated based on our experience with your application.
306 ISCAR