
Page 259 - ISCAR(MILLINGCATALOG 38_2021)
P. 259
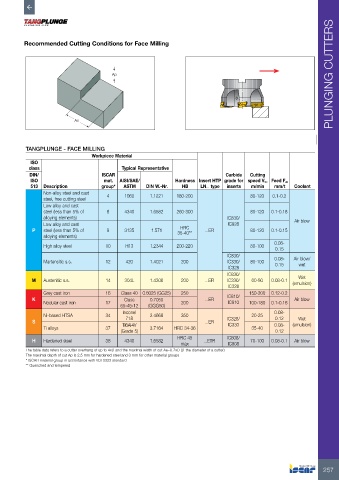
Recommended Cutting Conditions for Face Milling
Ap PLUNGING CUTTERS
Ae
TANGPLUNGE - FACE MILLING
Workpiece Material
ISO
class Typical Representative
DIN/ ISCAR Carbide Cutting
ISO mat. AISI/SAE/ Hardness Insert HTP grade for speed Vc, Feed Fz,
513 Description group* ASTM DIN W.-Nr. HB LN… type inserts m/min mm/t Coolant
Non-alloy steel and cast 4 1060 1.1221 180-200 80-120 0.1-0.2
steel, free cutting steel
Low alloy and cast
steel (less than 5% of 8 4340 1.6582 260-300 80-120 0.1-0.18
alloying elements) IC830/ Air blow
Low alloy and cast IC928
HRC
P steel (less than 5% of 9 3135 1.571 35-40** …ER 80-120 0.1-0.15
alloying elements)
0.08-
High alloy steel 10 H13 1.2344 200-220 80-100
0.15
IC830/
Martensitic s.s. 12 420 1.4021 200 IC330/ 80-100 0.08- Air blow/
IC328 0.15 wet
IC830/
Wet
M Austenitic s.s. 14 304L 1.4306 200 …ER IC330/ 60-80 0.08-0.1 (emulsion)
IC328
Grey cast iron 16 Class 40 0.6025 (GG25) 250 150-200 0.12-0.2
K Class 0.7050 …ER IC810/ Air blow
Nodular cast iron 17 200 IC910 100-180 0.1-0.18
65-45-12 (GGG50)
Inconel 0.08-
Ni-based HTSA 34 2.4668 350 20-25
Wet
S 718 …ER IC328/ 0.12 (emulsion)
IC330
Ti alloys 37 Ti6Al4V 3.7164 HRC 34-36 35-40 0.08-
(Grade 5) 0.12
HRC 45 IC808/
H Hardened steel 38 4340 1.6582 …ETR 70-100 0.08-0.1 Air blow
max IC908
The table data refers to a cutter overhang of up to 4xD and the maximal width of cut Ae=0.7xD (D-the diameter of a cutter)
The maximal depth of cut Ap is 2.5 mm for hardened steel and 3 mm for other material groups
* ISCAR material group in accordance with VDI 3323 standard
** Quenched and tempered
257