
Page 516 - ISCAR(MILLINGCATALOG 38_2021)
P. 516
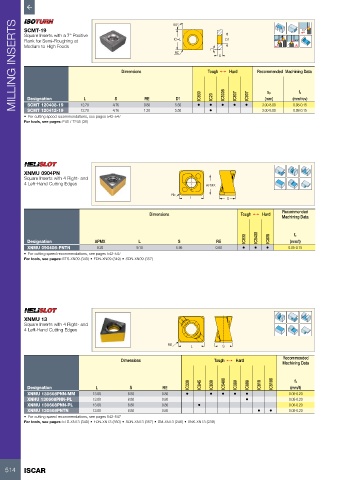
MILLING INSERTS SCMT-19 Dimensions 90° Tough 1 Hard Recommended Machining Data
75 º
Square Inserts with a 7° Positive
45 º
IC=L
D1
Flank for Semi-Roughing at
45 º
45°
Medium to High Feeds
7°
RE
S
fz
ap
L
Designation
RE
S
D1
(mm)
0.08-0.15
4.76
12.70
SCMT 120408-19
•
12.70
4.76
3.00-8.00
5.50
0.08-0.15
1.20
SCMT 120412-19
• For cutting speed recommendations, see pages 542-547 0.80 5.50 • IC830 • IC20 • IC5005 • IC807 • IC907 3.00-8.00 (mm/rev)
For tools, see pages: E45 / T245 (38)
XNMU 0904PN
Square Inserts with 4 Right- and
4 Left-Hand Cutting Edges APMX
RE
L S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC5400 IC808 fz
Designation APMX L S RE (mm/t)
XNMU 090408-PNTN 8.20 9.10 5.95 0.80 • • • 0.05-0.15
• For cutting speed recommendations, see pages 542-547
For tools, see pages: ETS-XN09 (340) • FDN-XN09 (349) • SDN-XN09 (357)
XNMU 13
Square Inserts with 4 Right- and
4 Left-Hand Cutting Edges
RE L S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC845 IC830 IC5400 IC380 IC808 IC810 IC5100 fz
Designation L S RE (mm/t)
XNMU 130608PNN-MM 13.00 8.50 0.80 • • • • • 0.08-0.20
XNHU 130608PNN-PL 13.00 8.80 0.80 • 0.08-0.20
XNMU 130608PNN-PL 13.00 8.80 0.80 • 0.08-0.20
XNMU 130608PNTN 13.00 8.80 0.80 • • 0.08-0.20
• For cutting speed recommendations, see pages 542-547
For tools, see pages: ETS-XN13 (340) • FDN-XN13 (350) • SDN-XN13 (357) • SM-XN13 (246) • XNK-XN13 (239)
514 ISCAR