
Page 523 - ISCAR(MILLINGCATALOG 38_2021)
P. 523
RE ...CS
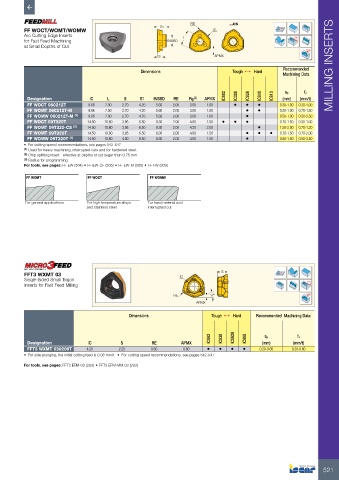
FF WOCT/WOMT/WOMW S1 IC
Arc Cutting Edge Inserts L Rd°
for Fast Feed Machining INSBD
at Small Depths of Cut
S APMX
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC882 IC328 IC928 IC908 IC910 ap fz
Designation IC L S S1 INSBD RE Rg (3) APMX (mm) (mm/t)
FF WOCT 060212T 9.86 7.00 2.70 4.20 5.60 2.00 3.00 1.00 • • • 0.30-1.00 0.30-1.00
FF WOMT 060212T-M 9.86 7.00 2.70 4.20 5.60 2.00 3.00 1.00 • • 0.30-1.00 0.70-1.50
FF WOMW 060212T-M (1) 9.86 7.00 2.70 4.70 5.60 2.00 3.00 1.00 • 0.50-1.00 0.50-3.50
FF WOCT 09T320T 14.50 10.60 3.95 6.50 9.30 2.00 4.00 1.50 • • • 0.70-1.50 0.30-1.00
FF WOMT 09T320-CS (2) 14.50 10.60 3.95 6.50 9.30 2.00 4.20 2.00 • 1.50-2.00 0.70-1.20
FF WOMT 09T320T 14.50 10.60 3.95 6.50 9.30 2.00 4.00 1.50 • • • 0.70-1.50 0.70-2.00
FF WOMW 09T320T (1) 14.50 10.60 4.00 6.50 9.30 2.00 4.00 1.50 • 0.80-1.50 0.50-3.50
• For cutting speed recommendations, see pages 542-547
(1) Used for heavy machining, interrupted cuts and for hardened steel.
(2) Chip splitting insert - effective at depths of cut larger than 0.75 mm.
(3) Radius for programming
For tools, see pages: FF EW (304) • FF EW-CF (305) • FF EW-M (305) • FF FW (309)
FF WOMT FF WOCT FF WOMW
For general applications For high temperature alloys For hard material and
and stainless steel interrupted cut
FFT3 WXMT 03 IC S
Single-Sided Small Trigon Rd°
Inserts for Fast Feed Milling
RE 17˚
APMX
Dimensions Tough 1 Hard Recommended Machining Data
IC882 IC830 IC5820 IC808 ap fz
Designation IC S RE APMX (mm) (mm/t)
FFT3 WXMT 030206T 4.20 2.20 0.60 0.60 • • • • 0.20-0.60 0.20-0.80
• For side plunging, the initial cutting feed is 0.08 mm/t • For cutting speed recommendations, see pages 542-547
For tools, see pages: FFT3 EFM-03 (293) • FFT3 EFM-MM 03 (293)
521